-
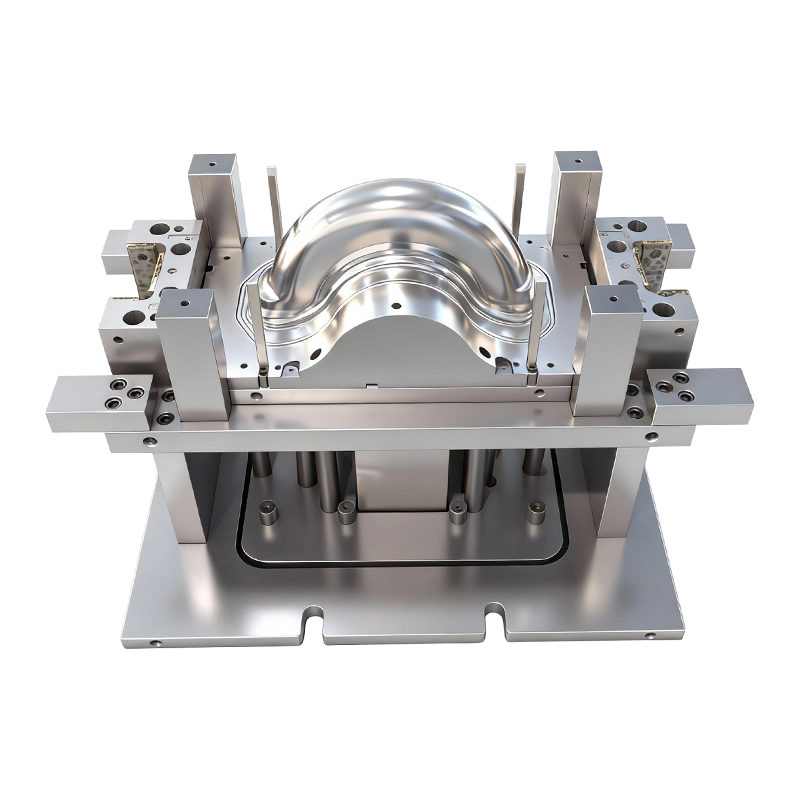
দ্বি-চাকার বৈদ্যুতিক গাড়ির সামনে এবং পিছনের চাকার জন্য গভীর অঙ্কন ছাঁচ
দ্বি-চাকার বৈদ্যুতিক যানবাহনের সামনে এবং পিছনের...
-
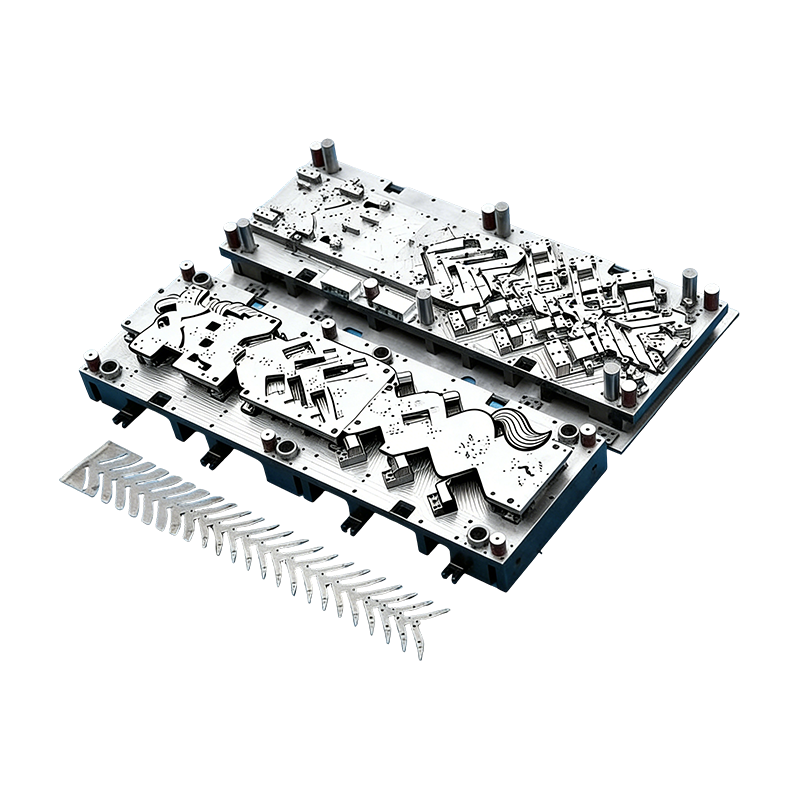
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচ
স্বয়ংচালিত মোটর হাউজিংয়ের জন্য এই ক্রমাগত ছাঁ...
-
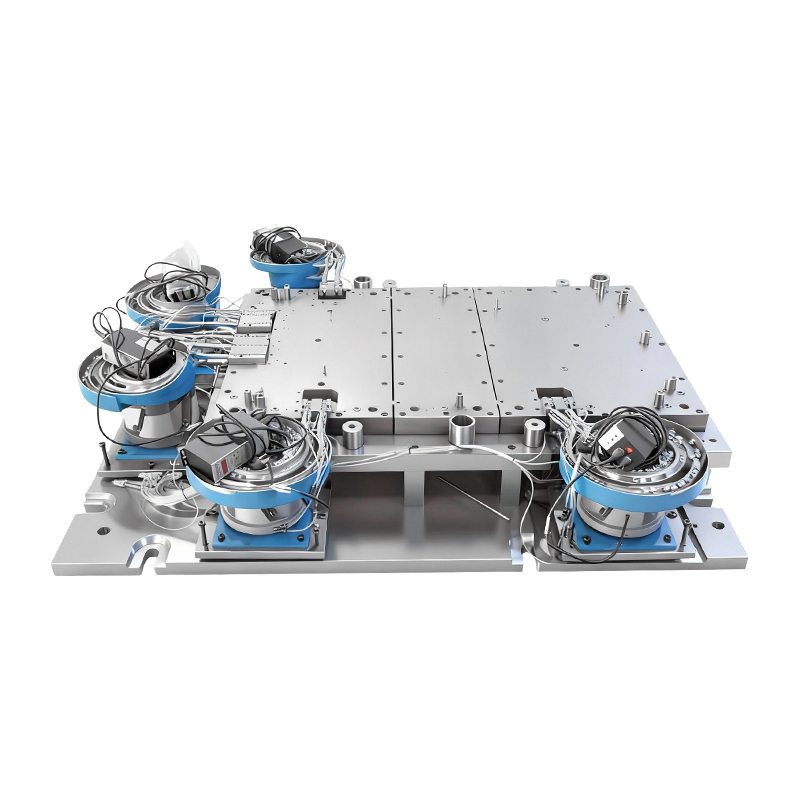
বড় কম্পিউটার মেশিন বেস জন্য স্বয়ংক্রিয় riveting ছাঁচ
বড় কম্পিউটার মেশিন বেসের জন্য এই স্বয়ংক্রিয় ...
-
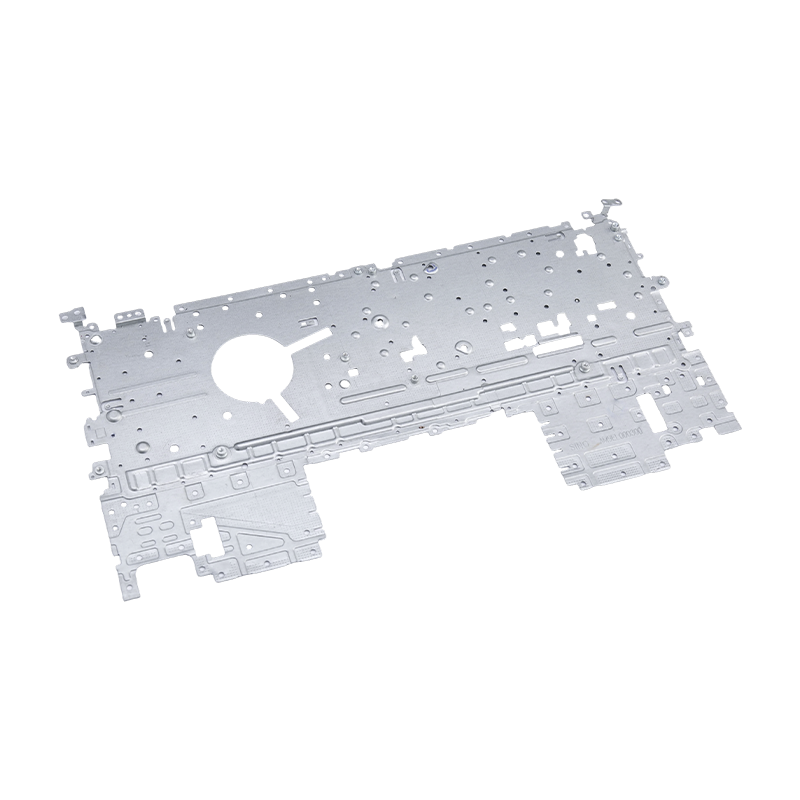
ল্যাপটপ স্ট্যাম্পিং অংশ
আমাদের ল্যাপটপ স্ট্যাম্পিং অংশগুলি হল ল্যাপটপ চ...
-
হাই-এন্ড ওভেন স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড ওভেন স্ট্যাম্পিং পার্টস হল প্রি...
-
হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশগু...
শিল্প সংবাদ
বাড়ি / খবর / শিল্প সংবাদ / কেন ইলেকট্রনিক স্ট্যাম্পিং ডাইসের জন্য হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং ডাইসের চেয়ে কঠোর সহনশীলতা প্রয়োজন?
কেন ইলেকট্রনিক স্ট্যাম্পিং ডাইসের জন্য হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং ডাইসের চেয়ে কঠোর সহনশীলতা প্রয়োজন?
2026-02-25
কার্যকরী ফাঁক যা সহনশীলতার পার্থক্যকে চালিত করে
যে কোন স্ট্যাম্পিং ডাই এর সহনশীলতার প্রয়োজনীয়তা শেষ পর্যন্ত পরিসেবাতে সমাপ্ত অংশটিকে যা করতে হবে তা থেকে উদ্ভূত হয়। হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং মারা যায় উপাদানগুলি তৈরি করে — ওয়াশিং মেশিনের ড্রাম প্যানেল, রেফ্রিজারেটরের দরজার শেল, এয়ার কন্ডিশনার চেসিস বন্ধনী এবং মাইক্রোওয়েভ ওভেন হাউজিং — যেখানে প্রাথমিক কার্যক্ষমতার মানদণ্ড হল কাঠামোগত অনমনীয়তা, জারা প্রতিরোধ, পৃষ্ঠের চেহারা এবং যান্ত্রিক ফাস্টেনার দিয়ে মানুষের হাত দ্বারা একত্রিত করা সমাবেশের মধ্যে ফিট করা। মাত্রিক সহনশীলতাগুলি যেগুলি এই অংশগুলিকে নিয়ন্ত্রণ করে তা সাধারণত সাধারণ প্রোফাইল মাত্রাগুলির জন্য ±0.1mm থেকে ±0.3mm পরিসরে এবং গুরুত্বপূর্ণ গর্তের অবস্থান এবং ফ্ল্যাঞ্জ ইন্টারফেসের জন্য ±0.05mm এর মধ্যে পড়ে। এগুলি অর্থপূর্ণ নির্ভুলতার প্রয়োজনীয়তা, কিন্তু এগুলি বৃহৎ শীট মেটাল ঘেরের সমাবেশের বাস্তবতাকে প্রতিফলিত করে যেখানে অবস্থানগত পরিবর্তনের একটি মিলিমিটারের কয়েক দশমাংশ ফাস্টেনার ক্লিয়ারেন্স হোল, সিল্যান্ট পুঁতি বা পাতলা শীট মেটাল প্যানেলের অন্তর্নিহিত সম্মতি দ্বারা শোষিত হতে পারে।
ইলেকট্রনিক স্ট্যাম্পিং মারা যায় , বিপরীতে, এমন অংশ তৈরি করে যার মাত্রিক নির্ভুলতা সরাসরি বৈদ্যুতিক, যান্ত্রিক বা ইলেক্ট্রোম্যাগনেটিক কর্মক্ষমতার সাথে মিলিত হয়। একটি 0.3 মিমি-পুরু ফসফর ব্রোঞ্জ স্ট্রিপের মাধ্যমে 5A কারেন্ট বহন করার জন্য স্ট্যাম্প করা একটি সংযোগকারী টার্মিনালকে অবশ্যই একটি সুনির্দিষ্টভাবে সংজ্ঞায়িত সীমার মধ্যে একটি যোগাযোগ বল বজায় রাখতে হবে - খুব কম বল এবং সংযোগটি প্রতিরোধী বা বিরতিহীন হয়ে যায়, খুব বেশি এবং সঙ্গম সংযোগকারীটি ঢোকানো যায় না বা টার্মিনালটি সময়ের আগেই ক্লান্ত হয়ে যায়। এই যোগাযোগ বলটি টার্মিনালের স্প্রিং জ্যামিতি দ্বারা নির্ধারিত হয়, যা বেন্ড ব্যাসার্ধ, কোণ এবং স্ট্রিপের উন্নত দৈর্ঘ্য দ্বারা সেট করা হয় — এগুলির সবকটিই একটি সু-পরিকল্পিত ইলেকট্রনিক স্ট্যাম্পিং ডাই-এ ±0.01mm থেকে ±0.02 মিমি সহনশীলতায় নিয়ন্ত্রিত হয়। সিলিকন স্টিল থেকে স্ট্যাম্প করা একটি মোটর ল্যামিনেশন অবশ্যই ±0.015mm এর স্লট প্রস্থ সহনশীলতা বজায় রাখতে হবে যাতে রটার-টু-স্টেটর এয়ার গ্যাপ পরিধির চারপাশে অভিন্ন হয়, কারণ অ-ইউনিফর্ম এয়ার গ্যাপ ভারসাম্যহীন চৌম্বকীয় টান তৈরি করে যা কার্যকারিতা হ্রাস করে এবং কম্পন তৈরি করে। এগুলি রক্ষণশীল ইঞ্জিনিয়ারিং মার্জিন নয় - এগুলি হল ন্যূনতম নির্ভুলতা স্তর যেখানে ইলেকট্রনিক ডিভাইস তার স্পেসিফিকেশনের মধ্যে কাজ করে।
কিভাবে পার্ট স্কেল ইলেকট্রনিক স্ট্যাম্পিং ডাইস-এ যথার্থ চাহিদা বৃদ্ধি করে
স্কেল হল সবচেয়ে গুরুত্বপূর্ণগুলির মধ্যে একটি — এবং সবচেয়ে কম মূল্যবান — যে কারণে ইলেকট্রনিক স্ট্যাম্পিং মারা যায় তার জন্য হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং মারা যাওয়ার চেয়ে কঠোর পরম সহনশীলতা প্রয়োজন। একটি ওয়াশিং মেশিন ড্রাম প্যানেল 600mm × 500mm পরিমাপ করতে পারে, এবং একটি মাউন্টিং হোলে ±0.2mm একটি অবস্থানগত সহনশীলতা অংশটির বৃহত্তম মাত্রার তুলনায় 3,000-এর মধ্যে 1 অংশের আপেক্ষিক নির্ভুলতা উপস্থাপন করে। একটি USB-C সংযোগকারী টার্মিনাল সামগ্রিকভাবে 8mm × 2mm পরিমাপ করতে পারে, এবং একটি যোগাযোগ বিমে ±0.02mm একটি অবস্থানগত সহনশীলতা অংশটির বৃহত্তম মাত্রার তুলনায় 400-এর মধ্যে 1 অংশের আপেক্ষিক নির্ভুলতা উপস্থাপন করে — আপেক্ষিক পদে প্রায় আট গুণ বেশি শক্ত, এবং ক্ষেত্রফলের দিক থেকে 75 গুণ ছোট অংশে অর্জন করা হয়। সেই স্তরের নির্ভুলতা বজায় রাখার জন্য ইলেকট্রনিক স্ট্যাম্পিং ডাই সিস্টেমের প্রতিটি উপাদান প্রয়োজন — ডাই স্টিল, গাইড পোস্ট, পাঞ্চ হোল্ডার, স্ট্রিপার প্লেট এবং প্রেস নিজেই — এমন একটি স্তরে পারফর্ম করতে যা হোম অ্যাপ্লায়েন্স স্ট্যাম্পিংয়ের জন্য অপ্রয়োজনীয় এবং অপ্রয়োজনীয় হবে।
ভোক্তা ইলেকট্রনিক্সে ক্ষুদ্রকরণের প্রবণতা গত এক দশক ধরে ক্রমাগত এই চ্যালেঞ্জকে তীব্র করেছে। বিশ বছর আগে 2.54 মিমি (0.1 ইঞ্চি) টার্মিনাল পিচগুলি এখন সূক্ষ্ম-পিচ সংযোগকারীগুলিতে সাধারণত 0.5 মিমি বা 0.4 মিমি, এবং স্ট্যাম্পযুক্ত বৈশিষ্ট্যগুলি যা এই পিচগুলিতে যোগাযোগের জ্যামিতি তৈরি করে — বীমের প্রস্থ, স্লট প্রস্থ, এমবসমেন্ট উচ্চতা — ফিচারের আকারের সাথে নিয়ন্ত্রিত হওয়া আবশ্যক। বৈশিষ্ট্যের আকার সঙ্কুচিত হওয়ার সাথে সাথে পরম সহনশীলতা আনুপাতিকভাবে সঙ্কুচিত হয়, এমনকি যদি আপেক্ষিক নির্ভুলতার প্রয়োজনীয়তা স্থির থাকে। এই কারণেই ইলেকট্রনিক স্ট্যাম্পিং ডাই-এ বিনিয়োগ ক্রমাগতভাবে উচ্চ টুলিং খরচ, সূক্ষ্ম ডাই স্টিলস এবং একই ভিনটেজের হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং ডাইয়ের চেয়ে আরও কঠোর পরিমাপকতার দাবি করে।
ডাই কনস্ট্রাকশন ডিফারেন্স যা সহনশীলতার প্রয়োজনীয়তা প্রতিফলিত করে
ইলেকট্রনিক স্ট্যাম্পিং ডাইয়ের শারীরিক নির্মাণ বিভিন্ন নির্দিষ্ট এবং পরিমাপযোগ্য উপায়ে তাদের কঠোর সহনশীলতার প্রয়োজনীয়তা প্রতিফলিত করে। নিম্নলিখিত সারণীটি সবচেয়ে সহনশীলতা-সংবেদনশীল ডিজাইনের উপাদানগুলির মধ্যে সাধারণ হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং ডাই এবং ইলেকট্রনিক স্ট্যাম্পিং ডাইয়ের মধ্যে মূল নির্মাণ পরামিতিগুলির তুলনা করে।
| ডিজাইন এলিমেন্ট | হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং মারা যায় | ইলেকট্রনিক স্ট্যাম্পিং মারা যায় |
| পাঞ্চ-টু-ডাই ক্লিয়ারেন্স (প্রতি পাশে) | উপাদান বেধের 8-12% | উপাদান বেধের 3-6% |
| গাইড পোস্ট ফিট সহনশীলতা | H6/h5 (±0.008mm) | H5/h4 (±0.003mm) |
| ডাই স্টিলের কঠোরতা (কাটিং বিভাগ) | 58-60 HRC (SKD11 সাধারণ) | 62-64 HRC (DC53, SKH51 সাধারণত) |
| পাঞ্চ অবস্থান সহনশীলতা | ±0.02mm | ±0.005 মিমি |
| কাটিয়া প্রান্ত উপর সারফেস ফিনিস | Ra 0.4–0.8 µm | Ra 0.1–0.2 µm |
| সন্নিবেশের জন্য প্রাথমিক যন্ত্র প্রক্রিয়া | CNC মিলিং নাকাল | ওয়্যার EDM স্থানাঙ্ক নাকাল |
| রিশার্পনিং ব্যবধান (সাধারণ) | 300,000-500,000 স্ট্রোক | 500,000-1,000,000 স্ট্রোক (কঠিন ইস্পাত) |
ইলেকট্রনিক স্ট্যাম্পিং ডাই-এ ফিট করা শক্ত গাইড পোস্টটি নিছক একটি রক্ষণশীল ইঞ্জিনিয়ারিং পছন্দ নয় - এটি উপাদানের সাথে যোগাযোগের মুহুর্তে ডাই খোলার সাথে সম্পর্কিত পাঞ্চের পার্শ্বীয় অবস্থানকে সরাসরি নিয়ন্ত্রণ করে। 0.15 মিমি পুরু তামার খাদ স্ট্রিপে একটি ছিদ্র ফাঁকা করে 0.4 মিমি একটি পাঞ্চ ব্যাস, পাঞ্চ ডগায় 0.003 মিমি একটি পার্শ্বীয় স্থানচ্যুতি পঞ্চ ব্যাসের 2% এবং উপাদান পুরুত্বের 4% প্রতিনিধিত্ব করে। এই স্কেলগুলিতে, গাইড পোস্ট স্লপ যা একটি হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং ডাইতে সম্পূর্ণরূপে অপ্রয়োজনীয় হবে বুর উচ্চতার তারতম্য এবং পাঞ্চ ভাঙ্গার ঝুঁকির প্রধান উত্স হয়ে ওঠে।
সহনশীলতা শৃঙ্খলকে শক্ত করে এমন উপাদান বিবেচনা
হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং সাধারণত 0.5 মিমি থেকে 2.0 মিমি গেজে কোল্ড-রোল্ড স্টিল, গ্যালভানাইজড স্টিল এবং মাঝে মাঝে অ্যালুমিনিয়াম অ্যালয় প্রক্রিয়া করে। এই উপাদানগুলির ভাল বৈশিষ্ট্যযুক্ত, একটি তাপ লটের মধ্যে তুলনামূলকভাবে সামঞ্জস্যপূর্ণ যান্ত্রিক বৈশিষ্ট্য রয়েছে, এবং তাদের স্প্রিংব্যাক আচরণ - যদিও বাস্তব - স্ট্যান্ডার্ড ওভারবেন্ড বা রিস্ট্রাইক কৌশল ব্যবহার করে ডাই ডিজাইনে ক্ষতিপূরণ দেওয়ার জন্য যথেষ্ট অনুমানযোগ্য। বাণিজ্যিক কোল্ড-রোল্ড স্টিলের জন্য ইনকামিং উপাদান বেধ সহনশীলতা সাধারণত নামমাত্রের ±5% হয়, এবং যেহেতু হোম অ্যাপ্লায়েন্স যন্ত্রাংশে গঠিত বৈশিষ্ট্যগুলি বেধের তারতম্যের তুলনায় বড়, এই পরিবর্তনশীলতা সমাপ্ত অংশে খুব কমই একটি অর্থপূর্ণ মাত্রিক সমস্যায় প্রচার করে।
ইলেকট্রনিক স্ট্যাম্পিং সাধারণত 0.05 মিমি থেকে 0.5 মিমি গেজে তামার মিশ্র, ফসফর ব্রোঞ্জ, বেরিলিয়াম কপার এবং নির্ভুল কোল্ড-রোল্ড স্টিল বা সিলিকন ইস্পাত প্রক্রিয়া করে। ইলেকট্রনিক টার্মিনালের জন্য ব্যবহৃত কপার অ্যালয়গুলি সাধারণত স্ট্রাকচারাল স্টিলের জন্য ±5% স্ট্যান্ডার্ডের পরিবর্তে ±1-2% এর নির্ভুল বেধের সহনশীলতার জন্য নির্দিষ্ট করা হয়, কারণ একটি যোগাযোগ টার্মিনালের স্প্রিং জ্যামিতি বেধের প্রতি এতই সংবেদনশীল যে 5% পুরুত্বের বৈচিত্র যোগাযোগে অগ্রহণযোগ্য স্ক্যাটার তৈরি করবে। এমনকি সেই কঠোর ইনকামিং সহনশীলতার মধ্যেও, ডাইকে অবশ্যই সম্পূর্ণ পরিসরের সাথে সামঞ্জস্য করার জন্য ডিজাইন করতে হবে — যার অর্থ হল পাঞ্চ রেডিআই গঠন, গহ্বরের গভীরতা এবং বাঁক ভাতাগুলিকে প্রকৃত খাদ এবং মেজাজ চালানোর জন্য নির্দিষ্ট বস্তুগত সম্পত্তি ডেটা দিয়ে গণনা এবং যাচাই করতে হবে, একটি উপাদান হ্যান্ডবুক থেকে জেনেরিক অনুমান নয়।
ইলেকট্রনিক স্ট্যাম্পিংয়ের জন্য প্রেসের প্রয়োজনীয়তা এবং পরিবেশগত নিয়ন্ত্রণ মারা যায়
ইলেকট্রনিক স্ট্যাম্পিং এর নির্ভুলতা শুধুমাত্র প্রেস এবং পরিবেশের মতই ভালো যেখানে তারা কাজ করে। ইলেকট্রনিক সংযোগকারী এবং টার্মিনাল স্ট্যাম্পিংয়ের জন্য ব্যবহৃত উচ্চ-গতির নির্ভুল প্রেসে বেশ কয়েকটি বৈশিষ্ট্য অন্তর্ভুক্ত করে যা হোম অ্যাপ্লায়েন্স স্ট্যাম্পিংয়ের জন্য অপ্রয়োজনীয় কম গতিতে এবং মোটা সহনশীলতায় কাজ করে। এর মধ্যে রয়েছে হাইড্রোলিক ওভারলোড সুরক্ষা যা স্ট্রোকের একটি ভগ্নাংশের মধ্যে প্রেসকে থামিয়ে দেয় যদি একটি অস্বাভাবিক লোড সনাক্ত করা হয় — সুরক্ষা 0.3 মিমি ব্যাসের সূক্ষ্ম ঘুষি দিয়ে মারা যায় যা একটি মিসফিড লোডের অধীনে ভেঙে যায় — সেইসাথে থার্মাল ক্ষতিপূরণ সিস্টেম যা থার্মাল এক্সপ্যানের সময় উত্পাদনের ফ্রেমের জন্য প্রেস শাট উচ্চতা সামঞ্জস্য করে। একটি ইস্পাত প্রেস ফ্রেম তাপমাত্রা বৃদ্ধির প্রতি ডিগ্রি সেলসিয়াস প্রায় 0.01-0.02 মিমি দ্বারা প্রসারিত হবে; একটি হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং ডাই ± 0.1 মিমি সহনশীলতায় চলমান এর জন্য এটি নগণ্য, কিন্তু একটি ইলেকট্রনিক স্ট্যাম্পিং ডাই ±0.01 মিমি সহনশীলতার জন্য একটি 10 ডিগ্রি সেন্টিগ্রেডের ফ্রেমের তাপমাত্রা বৃদ্ধি 0.10-0.20 মিমি একটি শাট হাইট ত্রুটির প্রবর্তন করে যা পাঞ্চকে স্থানান্তরিত করবে এবং অ্যালবামের অনুপ্রবেশের বৈশিষ্ট্যগতভাবে পরিবর্তন করবে।
তাপমাত্রা-নিয়ন্ত্রিত ডাই রুমগুলি এই কারণে নির্ভুল ইলেকট্রনিক স্ট্যাম্পিং ডাই প্রস্তুতকারকদের দ্বারা ব্যবহার করা হয় — বিলাসিতা হিসাবে নয় বরং ডাই উত্পাদন এবং উত্পাদন উভয়ের সময় মাত্রিক স্থিতিশীলতা বজায় রাখার জন্য ব্যবহারিক প্রয়োজনীয়তা হিসাবে। ইলেকট্রনিক স্ট্যাম্পিং ডাই কম্পোনেন্টগুলি যাচাই করতে ব্যবহৃত মেট্রোলজি ইকুইপমেন্ট — এয়ার গেজ, লেজার স্ক্যানিং সিস্টেম এবং কোঅর্ডিনেট মেজারিং মেশিনগুলিও অবশ্যই তাপমাত্রা-নিয়ন্ত্রিত পরিবেশে চালিত হতে হবে কারণ তাদের নিজস্ব ক্রমাঙ্কন একই তাপীয় প্রভাবের প্রতি সংবেদনশীল যা ডাই ডাইমেনশনকে অস্থিতিশীল করে।
যাচাইকরণ এবং গুণমানের নিশ্চয়তা: ইলেকট্রনিক স্ট্যাম্পিংয়ের জন্য একটি উচ্চতর বার মারা যায়
ইলেকট্রনিক স্ট্যাম্পিংয়ের জন্য পরিদর্শন এবং যাচাইকরণের প্রয়োজনীয়তাগুলি মারা যায় এবং তাদের আউটপুট অংশগুলি গুণমান প্রক্রিয়ার প্রতিটি দিক থেকে কঠোর সহনশীলতা ব্যবস্থাকে প্রতিফলিত করে। হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং মারা যাওয়ার জন্য, প্রথম-নিবন্ধ পরিদর্শনে সাধারণত গুরুত্বপূর্ণ গর্তের অবস্থান, ফ্ল্যাঞ্জের উচ্চতা এবং ক্যালিপার, উচ্চতা পরিমাপক, এবং গো/নো-গো প্লাগ গেজগুলি ব্যবহার করে প্রোফাইলের মাত্রাগুলির ম্যানুয়াল পরিমাপ জড়িত থাকে — এমন অংশগুলির জন্য একটি ব্যবহারিক এবং খরচ-কার্যকর পদ্ধতি যেখানে ±0 সংখ্যার মধ্যে ±0 এবং 1 মিমি মাত্রার সংখ্যা কম হয়। পরিসীমা ইলেকট্রনিক স্ট্যাম্পিং ডাইয়ের জন্য, প্রথম-নিবন্ধ পরিদর্শনের জন্য নিয়মিতভাবে প্রতিটি যোগাযোগের জ্যামিতি বৈশিষ্ট্যের সম্পূর্ণ CMM পরিমাপ, পাঞ্চ এবং ডাই কনট্যুরগুলির অপটিক্যাল তুলনাকারী যাচাইকরণ এবং নমুনা অংশগুলির কার্যকরী পরীক্ষা - যেমন টার্মিনালগুলির জন্য যোগাযোগ বল পরিমাপ বা ল্যামিনেশনের জন্য চৌম্বকীয় প্রবাহ পরিমাপ - যা নিশ্চিত করে যে স্টাম্পের কার্যকারিতা মেটানোর প্রয়োজনীয়তা নিশ্চিত করে না। মাত্রিক অঙ্কন।
- ইলেকট্রনিক টার্মিনাল ফাঁকা প্রান্তে বুর উচ্চতা ক্যালিব্রেটেড অপটিক্যাল মাইক্রোস্কোপির মাধ্যমে পরিমাপ করা হয়, সাধারণত যাচাই করে যে সর্বোচ্চ বুর উচ্চতা উপাদানের পুরুত্বের 10%-এর বেশি নয় - একটি স্পেসিফিকেশন যার পরিমাপের রেজোলিউশন 0.003–0.010 মিমি প্রয়োজন, ম্যানুয়াল যন্ত্রাংশের জন্য ব্যবহৃত অ্যাপের ম্যানুয়াল যন্ত্রাংশের ক্ষমতার বাইরে।
- একটি মাল্টি-পিন সংযোগকারী টার্মিনাল স্ট্রিপ জুড়ে যোগাযোগের পৃষ্ঠতলের সমপরিমাণতা ম্যানুয়াল উচ্চতা গেজ তুলনার পরিবর্তে লেজার প্রোফাইলমেট্রি বা দৃষ্টি-ভিত্তিক উচ্চতা ম্যাপিং ব্যবহার করে যাচাই করা হয়, কারণ সহনশীলতা সাধারণত 10-20 মিমি জুড়ে ±0.015 মিমি এবং প্রয়োজনীয় পরিমাপ অনিশ্চয়তার চেয়ে 3% কম হওয়া আবশ্যক। ক্ষমতা
- ইলেকট্রনিক স্ট্যাম্পিং উত্পাদনের জন্য পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ চার্টগুলি সাধারণ ±3σ-এর পরিবর্তে প্রক্রিয়ার ±2σ এ সেট করা নিয়ন্ত্রণ সীমার সাথে কনফিগার করা হয়েছে, কারণ সহনশীলতার সাথে প্রক্রিয়ার ক্ষমতার অনুপাত ইচ্ছাকৃতভাবে সংকীর্ণ রাখা হয় যাতে কোনো সহনশীলতা-বহির্ভূত অংশ তৈরি হওয়ার আগে ডাই পরিধানের প্রাথমিক সতর্কতা প্রদান করা হয়।
নির্ভুলতার এই স্তরে ইলেকট্রনিক স্ট্যাম্পিং ডিজাইন, নির্মাণ, যাচাই এবং বজায় রাখার জন্য যে বিনিয়োগ প্রয়োজন তা হোম অ্যাপ্লায়েন্স স্ট্যাম্পিং ডাইয়ের তুলনায় যথেষ্ট পরিমাণে বেশি - টুলিং খরচ, সরঞ্জাম বিনিয়োগ এবং দক্ষ শ্রম। এই বিনিয়োগটি মাত্রিক নন-কনফরমেন্সের কার্যকরী পরিণতি দ্বারা ন্যায্য হয়: একটি হোম অ্যাপ্লায়েন্সের অংশ যা অবস্থানের বাইরে 0.1 মিমি এর জন্য একটি সামান্য বড় আকারের ক্লিয়ারেন্স হোলের প্রয়োজন হতে পারে, কিন্তু একটি ইলেকট্রনিক টার্মিনাল যা অবস্থানের বাইরে 0.02 মিমি তার মিলন সংযোগকারী সন্নিবেশ শক্তি পরীক্ষায় ব্যর্থ হতে পারে, এটি একটি ট্রিগার করে এবং সম্পূর্ণ উৎপাদন ক্ষেত্রকে পুনর্নির্মাণ করতে পারে না যা গ্রাহকের উত্পাদন ক্ষেত্র পুনর্নির্মাণ করতে পারে না। গ্রহণ করতে পারেন।

আগের পোস্ট
কিভাবে উন্নত উচ্চ-শক্তি ইস্পাত অটোমোটিভ স্ট্যাম্পিং যন্ত্রাংশ উত্পাদন পরিবর্তন করে?
পরবর্তী পোস্ট
খরচ তুলনা: 2026 সালে মেটাল স্ট্যাম্পিং পার্টস VS মেটাল ড্রয়িং পার্ট প্রোডাক্ট
আমাদের পণ্য।
এখানে একটি OEM প্রস্তুতকারকের সাথে আপনার ব্যবসা শুরু করুন!
বিশ্বব্যাপী গ্রাহকদের সম্পূর্ণ টার্ন-কি সমাধান প্রদান করুন
মাধ্যমে
উদ্ভাবন!
দ্রুত লিঙ্ক
আমাদের সম্পর্কে
সংবাদ
যোগাযোগের তথ্য।
-
 +৮৬-১৩৯ ১৩০৮ ৮৯৭২
+৮৬-১৩৯ ১৩০৮ ৮৯৭২ -

-
 নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
কপিরাইট © Suzhou Shuangqisi ছাঁচ সরঞ্জাম কোং, লি. সর্বস্বত্ব সংরক্ষিত। কাস্টম স্ট্যাম্পিং ডাই মেটাল স্ট্যাম্পিং ডাই নির্মাতারা
