-
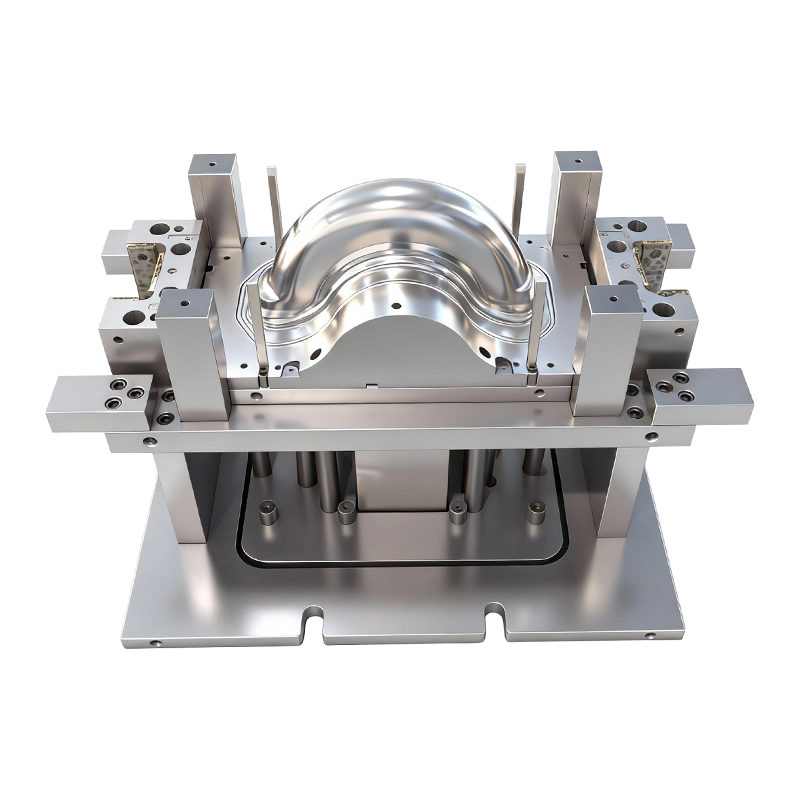
দ্বি-চাকার বৈদ্যুতিক গাড়ির সামনে এবং পিছনের চাকার জন্য গভীর অঙ্কন ছাঁচ
দ্বি-চাকার বৈদ্যুতিক যানবাহনের সামনে এবং পিছনের...
-
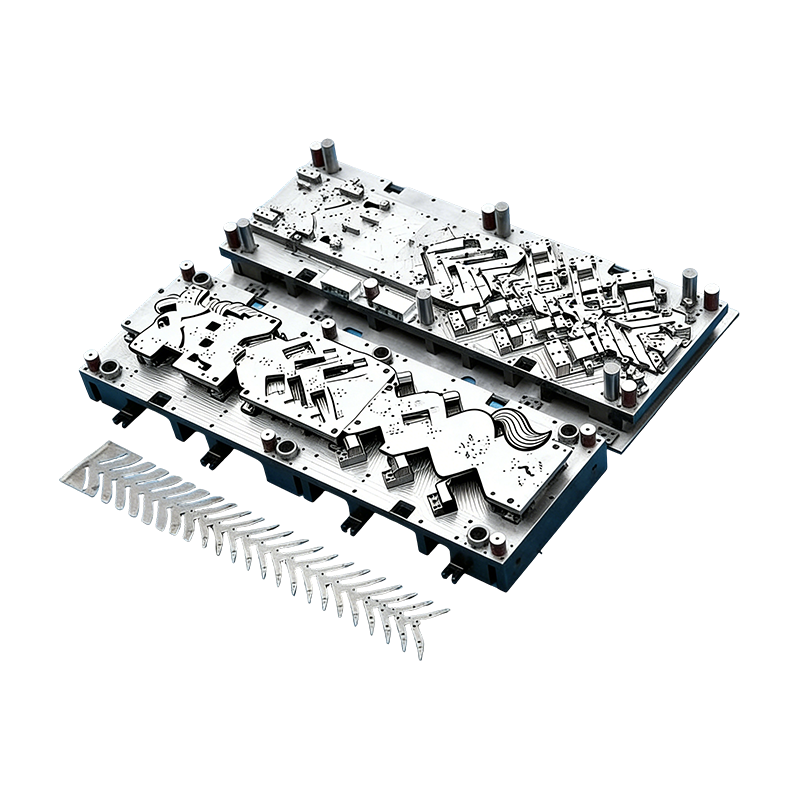
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচ
স্বয়ংচালিত মোটর হাউজিংয়ের জন্য এই ক্রমাগত ছাঁ...
-
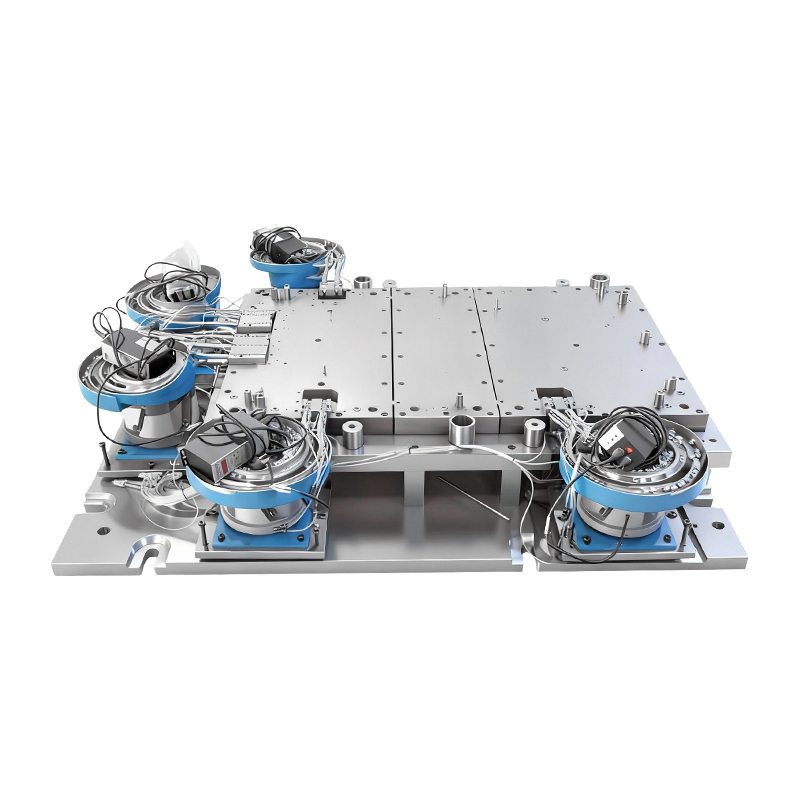
বড় কম্পিউটার মেশিন বেস জন্য স্বয়ংক্রিয় riveting ছাঁচ
বড় কম্পিউটার মেশিন বেসের জন্য এই স্বয়ংক্রিয় ...
-
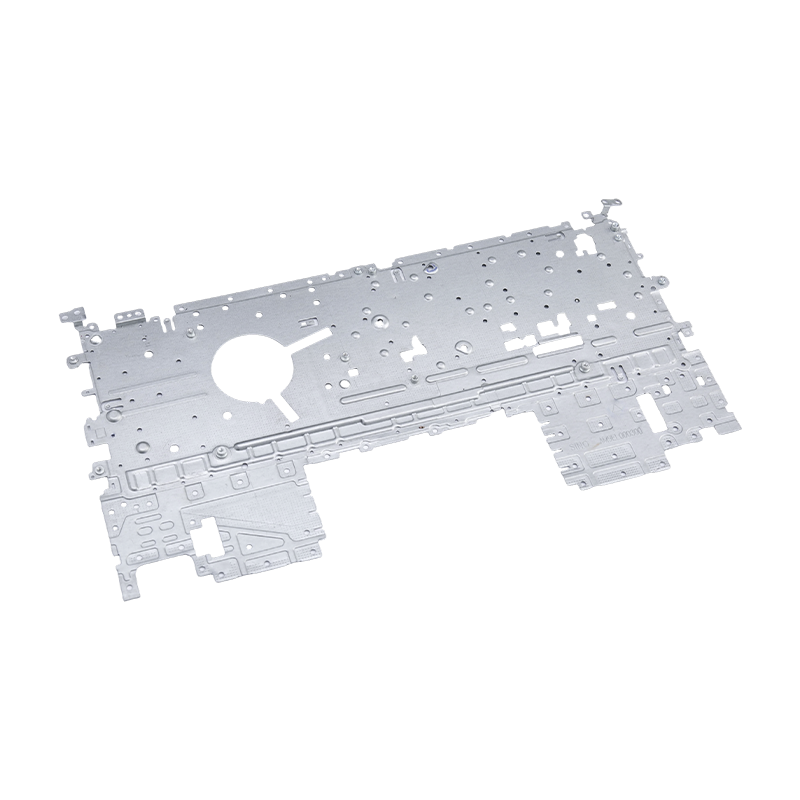
ল্যাপটপ স্ট্যাম্পিং অংশ
আমাদের ল্যাপটপ স্ট্যাম্পিং অংশগুলি হল ল্যাপটপ চ...
-
হাই-এন্ড ওভেন স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড ওভেন স্ট্যাম্পিং পার্টস হল প্রি...
-
হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশগু...
শিল্প সংবাদ
বাড়ি / খবর / শিল্প সংবাদ / লাইটওয়েট, উচ্চ-নির্ভুলতা: ডিপ ড্রয়িং ডাই স্ট্র্যাটেজিস ড্রাইভিং ইভি বডি প্যানেল উদ্ভাবন
লাইটওয়েট, উচ্চ-নির্ভুলতা: ডিপ ড্রয়িং ডাই স্ট্র্যাটেজিস ড্রাইভিং ইভি বডি প্যানেল উদ্ভাবন
2026-05-07
যা স্বয়ংচালিত গভীর অঙ্কনকে স্ট্যান্ডার্ড টুলিং থেকে আলাদা করে তোলে
স্বয়ংচালিত এবং বৈদ্যুতিক যানবাহন উত্পাদনে ব্যবহৃত গভীর অঙ্কনগুলি সাধারণ-উদ্দেশ্যযুক্ত শীট মেটাল টুলিংয়ের সাথে বিনিময়যোগ্য নয়। এগুলি উদ্দেশ্য-প্রকৌশলী সিস্টেম যা চারটি প্রাথমিক উপাদানের সমন্বয়ে গঠিত — ঘুষি, ডাই, ফাঁকা হোল্ডার এবং ডাই সেট — প্রতিটি চরম ফর্মিং লোডের মধ্যে কনসার্টে কাজ করার জন্য অপ্টিমাইজ করা হয়েছে। একটি সাধারণ স্বয়ংচালিত স্ট্যাম্পিং প্রেসে, পাঞ্চটি ডাই ক্যাভিটিতে নেমে আসে যখন ফাঁকা ধারকটি শীট ফ্ল্যাঞ্জে নিয়ন্ত্রিত নিম্নমুখী চাপ প্রয়োগ করে, কুঁচকানো বা ছিঁড়ে না গিয়ে গহ্বরে ধাতব প্রবাহকে গাইড করে। ডাই সেটটি কঠোর কাঠামোগত ফ্রেম সরবরাহ করে যা চক্রীয় লোডগুলির অধীনে প্রান্তিককরণ বজায় রাখে যা প্রতি স্ট্রোকে কয়েকশ টন অতিক্রম করতে পারে।
কি স্বয়ংচালিত-গ্রেড পার্থক্য গভীর অঙ্কন মারা যায় পুরো টুল জুড়ে দাবীকৃত নির্ভুলতা সহনশীলতা। মাত্রিক নির্ভুলতা সাধারণত রাখা হয় ±0.02 মিমি ক্রিটিকাল ফর্মিং সারফেস জুড়ে, একটি প্রয়োজনীয়তা এই সত্য দ্বারা চালিত যে একটি বডি প্যানেল জুড়ে ক্রমবর্ধমান বিচ্যুতি - উদাহরণস্বরূপ একটি দরজার বাইরের প্যানেল - সরাসরি দৃশ্যমান পৃষ্ঠের ত্রুটি বা সমাবেশ ফাঁকগুলিতে অনুবাদ করে যা নান্দনিকতা এবং কাঠামোগত ফিট উভয়কেই প্রভাবিত করে। পাঞ্চ এবং ডাই রেডিআই-এ সারফেস ফিনিস সমানভাবে গুরুত্বপূর্ণ: একটি Ra মান ≤0.05 μm (মিরর-গুণমানের কাছাকাছি) ঘর্ষণ-প্ররোচিত পাতলা হওয়া এবং স্কোরিং কম করে, বিশেষ করে যখন উচ্চ-শক্তি বা লাইটওয়েট অ্যালয় প্রক্রিয়াকরণ করা হয়।
অ্যালুমিনিয়াম খাদ গঠনযোগ্যতা এবং প্রক্রিয়া ডিজাইনে অ্যালুমিনিয়াম গলনাঙ্কের ভূমিকা
অ্যালুমিনিয়াম খাদ প্রথাগত স্বয়ংচালিত বডি প্যানেল এবং ইভি স্ট্রাকচারাল উপাদান উভয়ের জন্য প্রভাবশালী লাইটওয়েট উপাদান হয়ে উঠেছে, এটির অনুকূল শক্তি-থেকে-ওজন অনুপাত, ক্ষয় প্রতিরোধ ক্ষমতা এবং পুনর্ব্যবহারযোগ্যতার দ্বারা চালিত। যাইহোক, অ্যালুমিনিয়াম গভীর অঙ্কনে অনন্য চ্যালেঞ্জ উপস্থাপন করে যা সরাসরি এর উপাদান বৈশিষ্ট্যের সাথে যুক্ত - এর সাথে সম্পর্কিত এর তাপীয় আচরণ সহ অ্যালুমিনিয়াম গলনাঙ্ক .
খাঁটি অ্যালুমিনিয়াম প্রায় গলে যায় 660 °সে , কিন্তু স্বয়ংচালিত স্ট্যাম্পিং-এ ব্যবহৃত অ্যালুমিনিয়াম সংকর ধাতুগুলি — প্রাথমিকভাবে 5xxx (আল-এমজি) এবং 6xxx (আল-এমজি-সি) সিরিজ — এর গলনার রেঞ্জগুলি সংকর কম্পোজিশনের উপর নির্ভর করে সামান্য কম শুরু হয়। কোল্ড স্ট্যাম্পিংয়ের সময় অ্যালুমিনিয়াম গলনাঙ্ক সরাসরি না পৌঁছালেও, এটি দুটি প্রক্রিয়া-সংলগ্ন এলাকার জন্য অত্যন্ত প্রাসঙ্গিক: উষ্ণ গঠন এবং ডাই কুলিং ব্যবস্থাপনা। অ্যালুমিনিয়ামের উষ্ণ গঠনে, নমনীয়তা বাড়াতে এবং স্প্রিংব্যাক কমাতে ফাঁকাগুলি 200-300 °C (গলে যাওয়া বিন্দুর একটি সাবধানে নির্বাচিত ভগ্নাংশ) এ উত্তপ্ত করা হয়, যা পরিবেষ্টিত-তাপমাত্রা গঠনের পরিস্থিতিতে ফাটল সৃষ্টিকারী জটিল জ্যামিতি তৈরি করতে সক্ষম করে। ডাই ডিজাইনারদের অবশ্যই এই তাপমাত্রায় তাপীয় সম্প্রসারণের জন্য অ্যাকাউন্ট করতে হবে, সেই অনুযায়ী ক্লিয়ারেন্স এবং ফাঁকা হোল্ডার ফোর্স প্যারামিটারগুলিকে পুনরায় ক্যালিব্রেট করতে হবে।
এমনকি প্রচলিত ঠান্ডা গভীর অঙ্কনেও, পাঞ্চ-ব্ল্যাঙ্ক এবং ডাই-ব্ল্যাঙ্ক ইন্টারফেসে উত্পন্ন ঘর্ষণীয় তাপ স্থানীয় পৃষ্ঠের তাপমাত্রাকে উল্লেখযোগ্যভাবে উন্নত করতে পারে। স্টিলের তুলনায় তুলনামূলকভাবে কম গলনাঙ্কবিশিষ্ট অ্যালুমিনিয়াম অ্যালয়গুলির জন্য, অত্যধিক স্থানীয়ভাবে গরম করা গলনকে ত্বরান্বিত করে — অ্যালুমিনিয়ামের আঠালো স্থানান্তর ডাই সারফেসগুলিতে — যা পৃষ্ঠের সমাপ্তি হ্রাস করে, গঠন শক্তি বৃদ্ধি করে এবং হাতিয়ারের জীবনকে ছোট করে। এটি প্রক্রিয়াকরণের সময় তৈলাক্তকরণ কৌশল এবং ডাই পৃষ্ঠের আবরণ নির্বাচনকে বিশেষভাবে গুরুত্বপূর্ণ করে তোলে অ্যালুমিনিয়াম খাদ শীট
সাধারণ স্বয়ংচালিত অ্যালুমিনিয়াম অ্যালয় এবং তাদের গঠনের বৈশিষ্ট্য
| খাদ সিরিজ | সাধারণ গ্রেড | গলনা পরিসীমা (°সে) | কী অ্যাপ্লিকেশন |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607-649 | হুড ভিতরের, দরজা ভিতরের, EV ঘের |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610-655 | শরীরের বাইরের প্যানেল, কাঠামোগত বন্ধ |
| Mg-Al (ম্যাগনেসিয়াম-অ্যালুমিনিয়াম) | AZ31, AM60 | 470-630 | EV ব্যাটারি কেসিং, যন্ত্র প্যানেল |
EV-নির্দিষ্ট ডাই ডিজাইন: গভীর অঙ্কন অনুপাত, ব্যাটারি কেসিং এবং লাইটওয়েটিং
বৈদ্যুতিক যানবাহন উত্পাদন ডিপ ড্রয়িংয়ের চাহিদা রাখে যা ঐতিহ্যগত স্বয়ংচালিত স্ট্যাম্পিংয়ের প্রয়োজনের বাইরে যায়। সবচেয়ে প্রযুক্তিগতভাবে চাহিদাপূর্ণ অ্যাপ্লিকেশন হল ম্যাগনেসিয়াম-অ্যালুমিনিয়াম অ্যালয় ব্যাটারি কেসিং তৈরি করা — বড়, গভীর, কাঠামোগতভাবে জটিল ঘের যা গাড়ির সামগ্রিক ওজন বাজেটে অবদান রাখার সময় ব্যাটারি সেল অ্যারেগুলিকে রক্ষা করে। এই উপাদান প্রয়োজন গভীর অঙ্কন অনুপাত 2.5:1 অতিক্রম করে (খালি ব্যাসের সাথে পাঞ্চ ব্যাসের অনুপাত), যা উপাদানটিকে তার নমনীয়তার সীমার দিকে ঠেলে দেয় এবং ফ্ল্যাঞ্জ ফাটল বা অত্যধিক প্রাচীর পাতলা হওয়া এড়াতে ব্যতিক্রমী ডাই ইঞ্জিনিয়ারিং দাবি করে।
টানা দেয়াল জুড়ে উপাদান পাতলা করা কম করা ব্যাটারি কেসিংয়ের জন্য গুরুত্বপূর্ণ কারণ প্রাচীরের বেধের অভিন্নতা সরাসরি কাঠামোগত অনমনীয়তা এবং ক্র্যাশ কর্মক্ষমতাকে প্রভাবিত করে। ডাই ডিজাইনাররা বেশ কয়েকটি সমন্বিত কৌশলের মাধ্যমে এটিকে মোকাবেলা করেন: স্ট্রেনকে আরও সমানভাবে বিতরণ করার জন্য পাঞ্চ নোজ ব্যাসার্ধকে অপ্টিমাইজ করা, পরিবর্তনশীল ব্ল্যাঙ্ক হোল্ডার ফোর্স (BHF) প্রোফাইলগুলি প্রয়োগ করা যা ড্রয়ের গভীরতা বৃদ্ধির সাথে ধীরে ধীরে চাপ বাড়ায় এবং একক জ্যামিতির পরিবর্তে বিশেষ করে গভীর জ্যামিতির চেয়ে বহু-পর্যায়ের অঙ্কন ক্রম প্রয়োগ করে।
লাইটওয়েটিংয়ের দিকে পরিবর্তন ইভি প্রোগ্রামগুলিতে মডুলার ডাই স্ট্রাকচার গ্রহণকেও চালিত করেছে। একচেটিয়া ডাই ব্লক মেশিন করার পরিবর্তে, মডুলার ডিজাইনগুলি উচ্চ-পরিধান অঞ্চল যেমন ডাই এন্ট্রি রেডিআই এবং পাঞ্চ কর্নারগুলির জন্য বিনিময়যোগ্য সন্নিবেশ ব্যবহার করে। এই পদ্ধতিটি হাই-ভলিউম পরিস্থিতিতে 20-35% গাড়ির প্রোগ্রাম প্রতি টুলিং খরচ কমিয়ে দেয়, যেহেতু পুরো ডাই সেটটি স্ক্র্যাপ না করেই জীর্ণ সন্নিবেশগুলি প্রতিস্থাপন করা যেতে পারে। ইভি ডেভেলপমেন্ট সাইকেল চলাকালীন ডিজাইনের পুনরাবৃত্তি ঘটলে মডুলার ডাই দ্রুত অভিযোজন সক্ষম করে, যা প্রথাগত স্বয়ংচালিত প্রোগ্রামের চেয়ে দ্রুত গতিতে চলে।
ব্ল্যাঙ্ক হোল্ডার ফোর্স কন্ট্রোল: একই সাথে কুঁচকে যাওয়া এবং ক্র্যাকিং প্রতিরোধ করা
ব্ল্যাঙ্ক হোল্ডার ফোর্স হল গভীর অঙ্কনে একক সবচেয়ে প্রভাবশালী প্রক্রিয়া পরিবর্তনশীল, এবং এর সঠিক ক্রমাঙ্কনই একটি স্থিতিশীল উৎপাদন প্রক্রিয়াকে এক প্রবণ থেকে স্ক্র্যাপ পর্যন্ত আলাদা করে। খুব কম BHF ফ্ল্যাঞ্জকে কম্প্রেসিভ পরিধির চাপে বাঁকতে দেয়, বলিরেখা তৈরি করে যা পরবর্তী অপারেশনে চ্যাপ্টা করা যায় না। অত্যধিক BHF ধাতুকে ডাই ক্যাভিটিতে প্রবাহিত হতে বাধা দেয়, যার ফলে দেয়ালে টেনসিল ফ্র্যাকচার হয় — সাধারণত পাঞ্চ ব্যাসার্ধে, যেখানে উপাদান সবচেয়ে পাতলা।
জন্য অ্যালুমিনিয়াম খাদ শীট, গ্রহণযোগ্য BHF উইন্ডো কম-কার্বন ইস্পাতের তুলনায় সংকীর্ণ কারণ অ্যালুমিনিয়ামের কম স্ট্রেন হার্ডেনিং এক্সপোনেন্ট রয়েছে এবং এটি স্থানীয়ভাবে পাতলা করার জন্য আরও সংবেদনশীল। আধুনিক মোটরগাড়ি গভীর অঙ্কন মারা যায় হাইড্রোলিক বা সার্ভো-নিয়ন্ত্রিত ফাঁকা হোল্ডারগুলির সাথে এটিকে মোকাবেলা করুন যা ডাই স্ট্রাকচারে এমবেড করা লোড কোষ থেকে প্রতিক্রিয়ার ভিত্তিতে রিয়েল টাইমে গতিশীলভাবে চাপ সামঞ্জস্য করতে পারে। উচ্চ তাপমাত্রায় ম্যাগনেসিয়াম-অ্যালুমিনিয়াম খাদ উপাদানগুলি আঁকার সময় এই বন্ধ-লুপ নিয়ন্ত্রণটি বিশেষভাবে মূল্যবান, যেখানে স্ট্রোকের সময় ফাঁকা ঠান্ডা হওয়ার সাথে সাথে উপাদান প্রবাহের চাপ ক্রমাগত পরিবর্তিত হয়।
একটি নতুন গভীর অঙ্কন অপারেশনের জন্য ফাঁকা ধারক পরামিতি সেট করার সময় নিম্নলিখিত বিষয়গুলিকে অবশ্যই ভারসাম্যপূর্ণ করতে হবে:
- উপাদান ফলন শক্তি এবং প্রসারণ: উচ্চ-শক্তির সংকর ধাতুগুলির কুঁচকানো প্রতিরোধের জন্য আরও বেশি BHF প্রয়োজন কিন্তু একই সাথে ক্র্যাকিংয়ের জন্য আরও ঝুঁকিপূর্ণ, কঠোর নিয়ন্ত্রণ ব্যান্ডউইথের দাবি করে।
- ফাঁকা জ্যামিতি এবং গভীরতা আঁকা: অ-বৃত্তাকার ফাঁকাগুলি — দরজা প্যানেল এবং ব্যাটারি কেসিং অ্যাপ্লিকেশনগুলিতে সাধারণ — নন-ইউনিফর্ম ফ্ল্যাঞ্জ স্ট্রেস ডিস্ট্রিবিউশন বিকাশ করে, যার জন্য সেগমেন্টেড বা পরিবর্তনশীল-জ্যামিতি ফাঁকা ধারক প্রয়োজন।
- লুব্রিকেশন ফিল্ম বেধ: মোটা লুব্রিকেন্ট ফিল্ম ঘর্ষণ কমিয়ে দেয় এবং গ্যালিং রোধ করতে প্রয়োজনীয় BHF কমিয়ে দেয়, কিন্তু অতিরিক্ত তৈলাক্তকরণ হাইড্রোপ্ল্যানিং প্রভাব সৃষ্টি করতে পারে যা ধাতব প্রবাহকে অস্থিতিশীল করে।
- প্রেস স্ট্রোক গতি: উচ্চ স্ট্যাম্পিং গতি স্ট্রেন রেট বাড়ায়, যা অ্যালুমিনিয়ামের প্রবাহের চাপকে প্রভাবিত করে এবং নিরাপদ BHF পরিসরকে সংকুচিত করে — প্রোটোটাইপ থেকে ভর উত্পাদন প্রেস লাইনে স্কেলিং করার সময় একটি গুরুত্বপূর্ণ বিবেচনা।
সিমুলেশন-চালিত ডাই ডেভেলপমেন্ট এবং গণ উৎপাদনে বুদ্ধিমান মনিটরিং
আধুনিক স্বয়ংচালিত ডাই ডেভেলপমেন্ট আর একা শারীরিক পরীক্ষায় নির্ভর করে না। সীমিত উপাদান বিশ্লেষণ (এফইএ)-ভিত্তিক ফর্মিং সিমুলেশন — অটোফর্ম বা ডাইনাফর্মের মতো সফ্টওয়্যার প্ল্যাটফর্ম ব্যবহার করে — ডাই ইঞ্জিনিয়ারদের টুল স্টিলের একক অংশ কাটার আগে কার্যত ফর্মিং অবস্থার পরীক্ষা করতে দেয়। সিমুলেশন সঠিকভাবে পাতলা বন্টন, রিঙ্কেল রিস্ক জোন, স্প্রিংব্যাক ম্যাগনিটিউড এবং ফোর্সের প্রয়োজনীয়তা গঠনের ভবিষ্যদ্বাণী করে, ডিজাইনারদের পাঞ্চ জ্যামিতি, ডাই এন্ট্রি রেডিআই এবং বিএইচএফ প্রোফাইলগুলিকে গণনাগতভাবে অপ্টিমাইজ করতে সক্ষম করে। জন্য অ্যালুমিনিয়াম খাদ জটিল বক্রতা সহ উপাদান, সিমুলেশন 40-60% দ্বারা শারীরিক পরীক্ষা পুনরাবৃত্তি কমাতে পারে, ডাই ডেভেলপমেন্ট টাইমলাইনগুলিকে উল্লেখযোগ্যভাবে সংকুচিত করে।
একবার মারা গেলে ব্যাপক উৎপাদনে প্রবেশ করলে, বুদ্ধিমান মনিটরিং সিস্টেম প্রতি শিফটে হাজার হাজার স্ট্রোক জুড়ে প্রক্রিয়ার স্থিতিশীলতা বজায় রাখে। অ্যাকোস্টিক নির্গমন সেন্সরগুলি দৃশ্যমান হওয়ার আগে গ্যালিং বা পৃষ্ঠ স্কোরিংয়ের সূত্রপাত সনাক্ত করে। ডাই স্ট্রাকচার ট্র্যাকের স্ট্রেন গেজ অ্যারেগুলি রিয়েল টাইমে বল তৈরি করে, বিচ্যুতিগুলি ফ্ল্যাগ করে যা ফাঁকা উপাদানের বৈচিত্র বা লুব্রিকেন্ট ভাঙ্গন নির্দেশ করে। ভিশন সিস্টেমগুলি ইজেকশনের পর অবিলম্বে আঁকা অংশগুলির 100% অপটিক্যাল পরিদর্শন সম্পাদন করে, CAD নামমাত্র মানের বিপরীতে সমালোচনামূলক মাত্রাগুলি পরিমাপ করে এবং স্বয়ংক্রিয়ভাবে অপসারণের জন্য সহনশীলতার বাইরের অংশগুলি ডাউনস্ট্রিম সমাবেশে পৌঁছানোর আগে পতাকাঙ্কিত করে।
সিমুলেশন এবং ইন-প্রেস মনিটরিংয়ের এই একীকরণ একটি বিস্তৃত শিল্প পরিবর্তনকে প্রতিফলিত করে: গভীর অঙ্কন মারা যায় এখন আর প্যাসিভ টুলিং নয় কিন্তু ডেটা চালিত ম্যানুফ্যাকচারিং সিস্টেমের সক্রিয় উপাদান। স্বয়ংচালিত এবং ইভি প্রস্তুতকারকদের জন্য শূন্য-ত্রুটি উত্পাদন লক্ষ্যে প্রতিশ্রুতিবদ্ধ, সিমুলেশন-প্রমাণিত ডাই ডিজাইন এবং সেন্সর-সজ্জিত উত্পাদন সরঞ্জামগুলিতে বিনিয়োগ করা একটি প্রিমিয়াম বিকল্প নয় - এটি একটি প্রতিযোগিতামূলক বেসলাইন প্রয়োজনীয়তা কারণ শিল্প উন্নত সহ হালকা ওজনের দিকে তার স্থানান্তরকে ত্বরান্বিত করে। অ্যালুমিনিয়াম খাদ উপকরণ।

আগের পোস্ট
কার সিট স্ট্যাম্পিং পার্টস: কোয়ালিটি এবং ফিট গাইড
পরবর্তী পোস্ট
ধাতু স্ট্যাম্পিং অংশ: প্রকার এবং অ্যাপ্লিকেশন
আমাদের পণ্য।
এখানে একটি OEM প্রস্তুতকারকের সাথে আপনার ব্যবসা শুরু করুন!
বিশ্বব্যাপী গ্রাহকদের সম্পূর্ণ টার্ন-কি সমাধান প্রদান করুন
মাধ্যমে
উদ্ভাবন!
দ্রুত লিঙ্ক
আমাদের সম্পর্কে
সংবাদ
যোগাযোগের তথ্য।
-
 +৮৬-১৩৯ ১৩০৮ ৮৯৭২
+৮৬-১৩৯ ১৩০৮ ৮৯৭২ -

-
 নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
কপিরাইট © Suzhou Shuangqisi ছাঁচ সরঞ্জাম কোং, লি. সর্বস্বত্ব সংরক্ষিত। কাস্টম স্ট্যাম্পিং ডাই মেটাল স্ট্যাম্পিং ডাই নির্মাতারা
