-
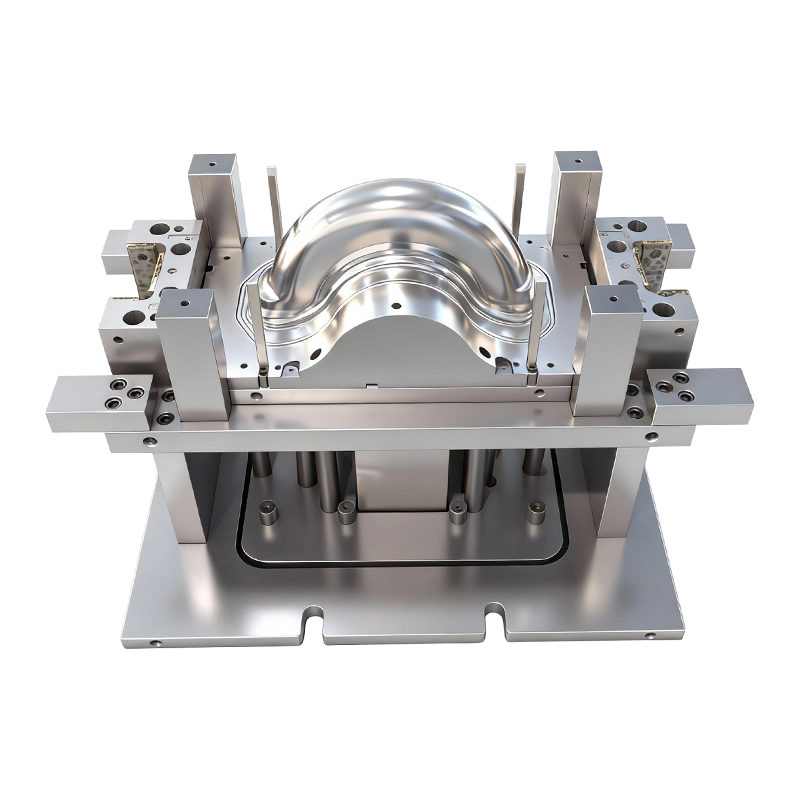
দ্বি-চাকার বৈদ্যুতিক গাড়ির সামনে এবং পিছনের চাকার জন্য গভীর অঙ্কন ছাঁচ
দ্বি-চাকার বৈদ্যুতিক যানবাহনের সামনে এবং পিছনের...
-
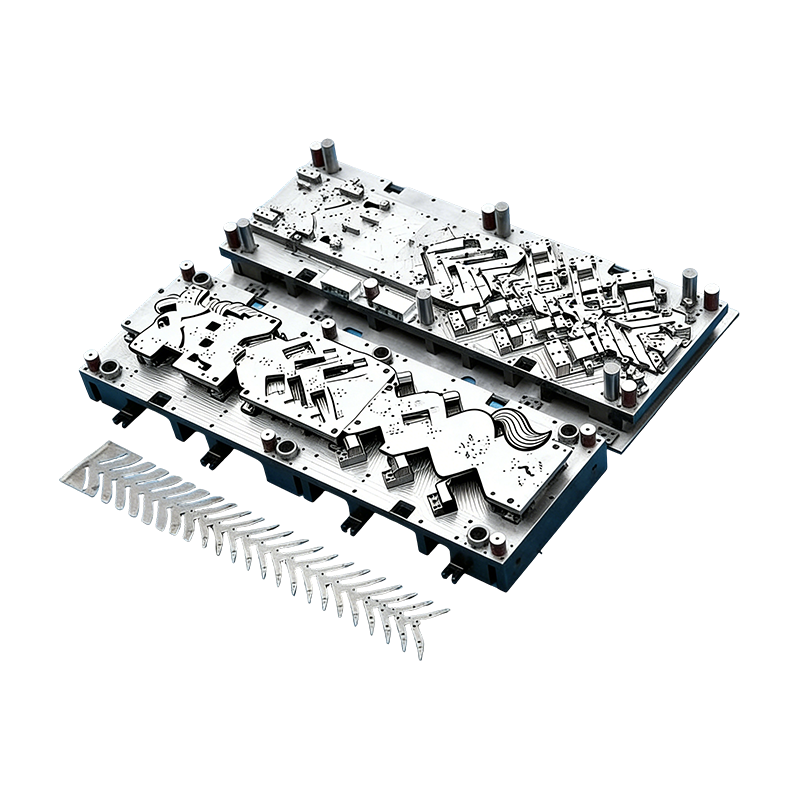
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচ
স্বয়ংচালিত মোটর হাউজিংয়ের জন্য এই ক্রমাগত ছাঁ...
-
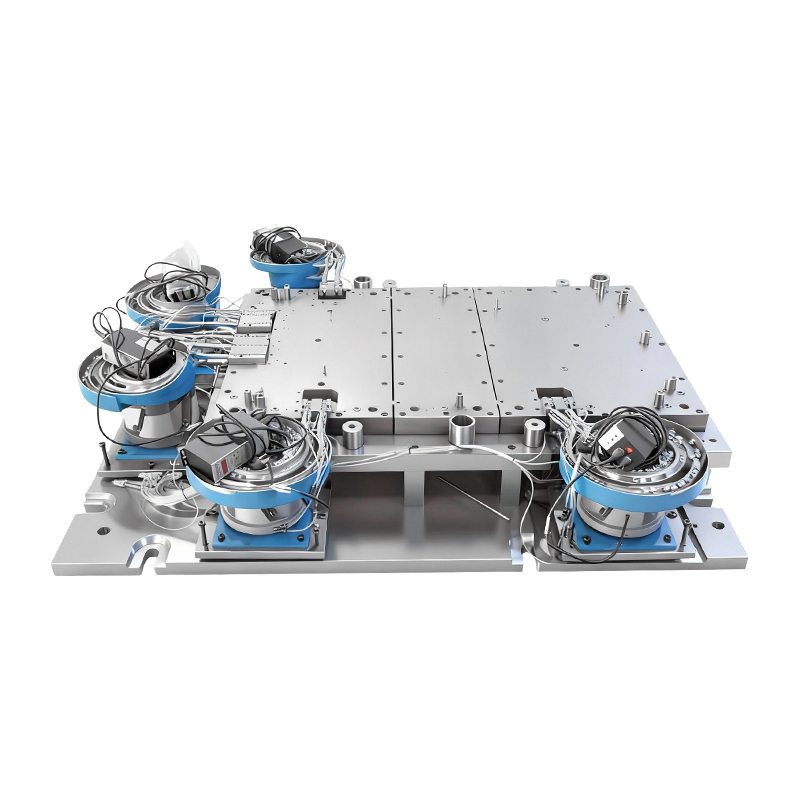
বড় কম্পিউটার মেশিন বেস জন্য স্বয়ংক্রিয় riveting ছাঁচ
বড় কম্পিউটার মেশিন বেসের জন্য এই স্বয়ংক্রিয় ...
-
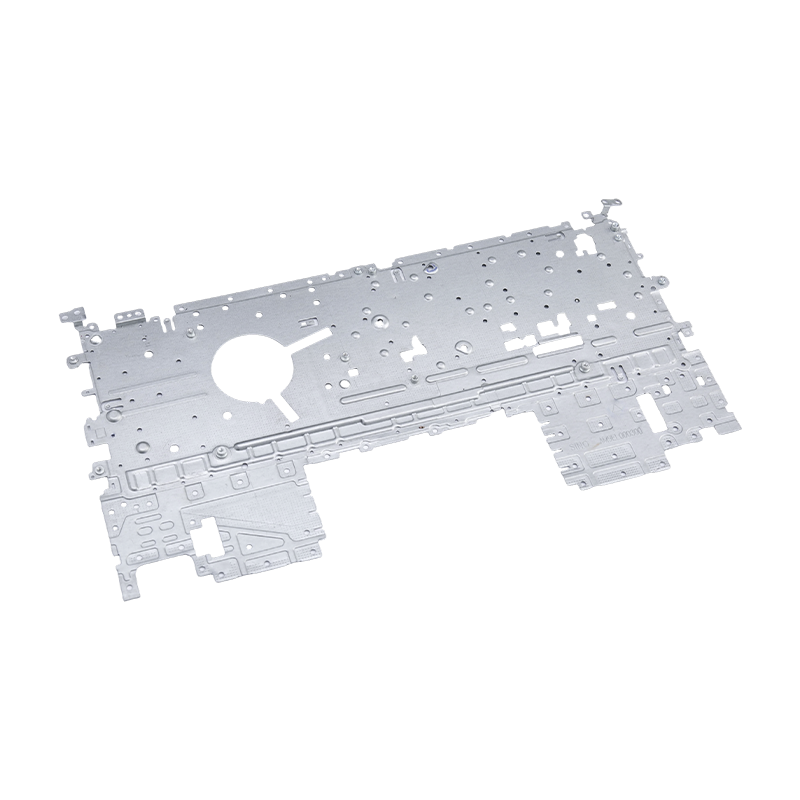
ল্যাপটপ স্ট্যাম্পিং অংশ
আমাদের ল্যাপটপ স্ট্যাম্পিং অংশগুলি হল ল্যাপটপ চ...
-
হাই-এন্ড ওভেন স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড ওভেন স্ট্যাম্পিং পার্টস হল প্রি...
-
হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশগু...
শিল্প সংবাদ
কার সিট স্ট্যাম্পিং পার্টস: কোয়ালিটি এবং ফিট গাইড
2026-05-13
গাড়ির সিট স্ট্যাম্পিং পার্টস কি এবং কেন তারা গুরুত্বপূর্ণ
গাড়ির সিট স্ট্যাম্পিং অংশ স্বয়ংচালিত সিট ফ্রেমওয়ার্কের কাঠামোগত মূল হিসাবে কাজ করে নির্ভুলতা-গঠিত ধাতব উপাদান। উচ্চ-নির্ভুলতা স্ট্যাম্পিং প্রক্রিয়ার মাধ্যমে উত্পাদিত, এই অংশগুলি হাজার হাজার টন প্রেস ফোর্সের অধীনে ডাই টুলিং ব্যবহার করে উচ্চ-শক্তির ইস্পাত বা অ্যালুমিনিয়াম খাদ শীট থেকে আকৃতির। ফলাফল হল সামঞ্জস্যপূর্ণ প্রাচীর বেধ, পরিষ্কার প্রান্ত, এবং আঁট মাত্রিক সহনশীলতা সহ একটি উপাদান — গুণাবলী যা স্বয়ংচালিত অ্যাপ্লিকেশনগুলিতে আলোচনাযোগ্য নয়।
ঢালাই বা ঢালাই বিকল্পগুলির বিপরীতে, স্ট্যাম্পযুক্ত অংশগুলি উচ্চতর পুনরাবৃত্তিযোগ্যতা এবং পৃষ্ঠের অখণ্ডতা প্রদান করে। একটি সিট অ্যাসেম্বলিতে, তারা লোড বহনকারী কঙ্কাল হিসাবে কাজ করে, সরাসরি সিট কুশন, সামঞ্জস্য বন্ধনী এবং রিক্লাইনার মেকানিজমের সাথে ইন্টারফেস করে। এই উপাদানগুলির যেকোনো মাত্রিক বিচ্যুতি সমগ্র আসন ব্যবস্থার মাধ্যমে প্রচারিত হয়, যা আরাম এবং দখলকারী নিরাপত্তা উভয়কেই প্রভাবিত করে।
2023 সালে বিশ্বব্যাপী স্বয়ংচালিত বসার বাজারের মূল্য $68 বিলিয়নের বেশি ছিল এবং ধাতব আসন কাঠামো প্রতি-সিট উপাদান ব্যয়ের একটি উল্লেখযোগ্য অংশ উপস্থাপন করে। সঠিক স্ট্যাম্পিং অংশগুলি নির্বাচন করা — এবং সঠিক সরবরাহকারী — সরাসরি সমাবেশের দক্ষতা, পণ্যের দীর্ঘায়ু এবং নিয়ন্ত্রক সম্মতির উপর প্রভাব ফেলে।
উপাদান নির্বাচন: উচ্চ-শক্তি ইস্পাত বনাম অ্যালুমিনিয়াম খাদ
জন্য দুটি প্রভাবশালী উপকরণ গাড়ির আসনের জন্য ধাতব মুদ্রাঙ্কন অংশ উচ্চ শক্তি ইস্পাত (HSS) এবং অ্যালুমিনিয়াম খাদ হয়. প্রতিটি একটি স্বতন্ত্র কর্মক্ষমতা প্রোফাইল অফার করে, এবং সঠিক পছন্দ নির্দিষ্ট আসন অবস্থান, গাড়ির প্ল্যাটফর্ম এবং ওজন লক্ষ্যের উপর নির্ভর করে।
| সম্পত্তি | উচ্চ শক্তি ইস্পাত | অ্যালুমিনিয়াম খাদ |
|---|---|---|
| প্রসার্য শক্তি | 590-1500 MPa | 200-500 MPa |
| ওজন | উচ্চতর | ~35% ইস্পাত থেকে হালকা |
| জারা প্রতিরোধের | আবরণ প্রয়োজন | প্রাকৃতিকভাবে প্রতিরোধী |
| খরচ | নিম্ন | উচ্চতর |
| সাধারণ আবেদন | সাইড ফ্রেম, মেঝে বন্ধনী | EV আসন, খেলাধুলা এবং প্রিমিয়াম সেগমেন্ট |
অ্যাডভান্সড হাই-স্ট্রেন্থ স্টিল (AHSS), যেমন ডুয়াল-ফেজ (DP) এবং মার্টেনসিটিক (MS) গ্রেড, এখন সিট সাইড ফ্রেম এবং ক্রস-মেম্বারগুলিতে ব্যাপকভাবে ব্যবহৃত হয় যেখানে ক্র্যাশ এনার্জি শোষণ গুরুত্বপূর্ণ। এই গ্রেডগুলি কাঠামোগত কর্মক্ষমতা বলিদান ছাড়াই প্রাচীরের বেধ হ্রাস করার অনুমতি দেয় - একই সাথে ওজন এবং নিরাপত্তা লক্ষ্য উভয়ই পূরণ করার একটি মূল কারণ।
অ্যালুমিনিয়াম অ্যালয়, বিশেষ করে 5xxx এবং 6xxx সিরিজ, বৈদ্যুতিক গাড়ির প্ল্যাটফর্মগুলিতে ক্রমবর্ধমানভাবে নির্দিষ্ট করা হচ্ছে যেখানে প্রতি কিলোগ্রাম ওজন হ্রাস সরাসরি ড্রাইভিং পরিসীমা প্রসারিত করে। যদিও কম নমনীয়তার কারণে অ্যালুমিনিয়াম স্ট্যাম্পিংয়ের জন্য আরও জটিল টুলিং এবং গঠনের কৌশলের প্রয়োজন হয়, তবে ভর হ্রাসের অর্থ প্রায়ই উচ্চ-আয়তনের প্রোগ্রামগুলির জন্য বিনিয়োগকে ন্যায্যতা দেয়।

লোড কর্মক্ষমতা: স্ট্যাটিক, গতিশীল, এবং কম্পন প্রয়োজনীয়তা
গাড়ির সিট স্ট্যাম্পিং যন্ত্রাংশগুলি অবশ্যই একটি গাড়ির কার্যক্ষম জীবন জুড়ে তিনটি স্বতন্ত্র লোড বিভাগ জুড়ে নির্ভরযোগ্যভাবে সম্পাদন করতে হবে। পার্ট স্পেসিফিকেশন মূল্যায়ন বা সরবরাহকারীর যোগ্যতা অর্জন করার সময় এই প্রয়োজনীয়তাগুলি বোঝা অপরিহার্য।
স্ট্যাটিক লোড ভারবহন
স্ট্যাটিক লোডগুলি দখলকারীদের ক্রমাগত ওজন এবং সীট সমাবেশকেই বোঝায়। ECE R17 (ইউরোপ) এবং FMVSS 207/210 (USA) এর মতো নিয়ন্ত্রক মানগুলি সিট অ্যাঙ্কোরেজ এবং কাঠামোগত উপাদানগুলির জন্য ন্যূনতম লোড থ্রেশহোল্ডগুলিকে সংজ্ঞায়িত করে৷ একটি সাধারণ সিট ফ্রেমকে স্থায়ী বিকৃতি ছাড়াই আসনের ওজনের 20 গুণ পিছনের লোড বজায় রাখতে হবে। বেস রেল, সাইড ব্র্যাকেট এবং রিক্লাইনার মাউন্টিং ইন্টারফেস গঠনকারী স্ট্যাম্পিং অংশগুলি এই পরীক্ষাগুলির প্রাথমিক লোড পাথ।
গতিশীল লোড এবং ক্র্যাশ কর্মক্ষমতা
গতিশীল লোড গাড়ির ত্বরণ, ব্রেকিং এবং — সবচেয়ে সমালোচনামূলকভাবে — ক্র্যাশ ইভেন্টের সময় ঘটে। সামনের সংঘর্ষে, সিট স্ট্রাকচারগুলিকে 30 kN পর্যন্ত সিটবেল্ট বাহিনীকে সংযত রাখতে হবে এবং সংলগ্ন বসার অঞ্চলগুলিতে দখলদারদের অনুপ্রবেশ রোধ করার জন্য যথেষ্ট কাঠামোগত অখণ্ডতা বজায় রাখতে হবে। স্ট্যাম্পিং জ্যামিতি, শস্য অভিযোজন, এবং ইস্পাতের তাপ চিকিত্সা সমস্ত প্রভাবিত করে যে কীভাবে অংশটি এই আবেগ শক্তিগুলিকে শোষণ করে এবং পুনরায় বিতরণ করে।
কম্পন প্রতিরোধের
200,000 কিলোমিটারের একটি সাধারণ যানবাহনের জীবনকাল ধরে, সিটের উপাদানগুলি রাস্তার পৃষ্ঠ এবং পাওয়ারট্রেন উত্স থেকে ক্রমাগত কম-ফ্রিকোয়েন্সি কম্পনের সংস্পর্শে আসে। অসংলগ্ন পুরুত্ব, অবশিষ্ট গঠনের চাপ, বা বেন্ড রেডিআই-এ মাইক্রো-ফাটল সহ স্ট্যাম্পযুক্ত অংশগুলি এই পরিস্থিতিতে ক্লান্তি ব্যর্থতার জন্য ঝুঁকিপূর্ণ। স্ট্যাম্পযুক্ত প্রোফাইল জুড়ে অভিন্ন বেধ - স্পষ্টতা ডাই ডিজাইন এবং প্রেস কন্ট্রোলের একটি সরাসরি পণ্য - কম্পন-প্ররোচিত ক্লান্তির বিরুদ্ধে সবচেয়ে কার্যকর প্রতিকার।
অটোমোটিভ সেফটি স্ট্যান্ডার্ড পার্টস: কমপ্লায়েন্স এবং কোয়ালিটি ইন্সপেকশন
এর সংজ্ঞা পূরণ স্বয়ংচালিত নিরাপত্তা মানক অংশ উপাদান সার্টিফিকেশন চেয়ে বেশি প্রয়োজন. এটি ইনকামিং উপাদান, ইন-প্রসেস কন্ট্রোল, এবং বহির্গামী পরিদর্শনকে কভার করে একটি নথিভুক্ত গুণমান ব্যবস্থাপনা প্রক্রিয়ার দাবি করে - সমস্ত সমাপ্ত অংশে সনাক্ত করা যায়।
নিম্নলিখিত পরিদর্শন পদ্ধতিগুলি যোগ্য স্ট্যাম্পিং ক্রিয়াকলাপের জন্য আদর্শ অনুশীলন:
- কোঅর্ডিনেট মেজারিং মেশিন (সিএমএম) পরিদর্শন: প্রকৌশলী অঙ্কনের বিপরীতে ±0.1 মিমি এর মতো শক্ত সহনশীলতার জন্য সমালোচনামূলক মাত্রা যাচাই করে। উত্পাদন চালানোর সময় প্রথম-নিবন্ধ পরিদর্শন এবং পর্যায়ক্রমিক নমুনার জন্য ব্যবহৃত হয়।
- কঠোরতা পরীক্ষা (রকওয়েল/ভিকার্স): নিশ্চিত করে যে পোস্ট-স্ট্যাম্পিং তাপ চিকিত্সা লক্ষ্য যান্ত্রিক বৈশিষ্ট্য অর্জন করেছে, বিশেষ করে AHSS উপাদানগুলিতে যেখানে মার্টেনসাইট ফেজ বিতরণ সরাসরি শক্তিকে প্রভাবিত করে।
- পৃষ্ঠ এবং প্রান্ত পরিদর্শন: burrs, ফাটল, এবং পৃষ্ঠের দূষণের জন্য ভিজ্যুয়াল এবং স্পর্শকাতর পরীক্ষা যা সমাবেশ ফিট বা পরিষেবাতে ক্ষয় ত্বরান্বিত করতে পারে।
- লবণ স্প্রে পরীক্ষা: স্টিল স্ট্যাম্পিং-এ প্রয়োগ করা জারা সুরক্ষা ব্যবস্থা (ই-কোট, জিঙ্ক প্লেটিং, বা ফসফেট চিকিত্সা) মূল্যায়ন করে। স্ট্যান্ডার্ড স্বয়ংচালিত প্রয়োজনীয়তা 240 থেকে 1,000 ঘন্টা লবণ স্প্রে এক্সপোজার লাল মরিচা গঠন ছাড়া পরিসীমা.
- ধ্বংসাত্মক প্রসার্য এবং বাঁক পরীক্ষা: ঢালাই জয়েন্ট এবং ক্রিটিকাল বেন্ড জোনগুলির যান্ত্রিক বৈশিষ্ট্যগুলি যাচাই করে, যাতে চাপের ঘনত্বে কোনও বিচ্ছিন্নতা বা ফাটল না হয় তা নিশ্চিত করে।
গুণমান সিস্টেমের সম্মতি — সাধারণত স্বয়ংচালিত সরবরাহকারীদের জন্য IATF 16949 — এমন কাঠামো প্রদান করে যার মধ্যে এই পরিদর্শন পদ্ধতিগুলি ধারাবাহিকভাবে স্থাপন করা হয়। এই সার্টিফিকেশন ব্যতীত সরবরাহ করা অংশগুলি অনাক্ষিত প্রক্রিয়ার পরিবর্তনের উচ্চ ঝুঁকি বহন করে, যা সরাসরি ক্ষেত্রের ব্যর্থতা বা ব্যয়বহুল প্রত্যাহারে অনুবাদ করতে পারে।
আসনের অবস্থান এবং যানবাহনের মডেল জুড়ে সামঞ্জস্য
নির্ভুলতার ব্যবহারিক সুবিধাগুলির মধ্যে একটি গাড়ির আসনের জন্য ধাতু মুদ্রাঙ্কন অংশ অ্যাপ্লিকেশন হল একাধিক আসনের অবস্থান এবং গাড়ির স্থাপত্য জুড়ে তাদের অভিযোজনযোগ্যতা। ড্রাইভার, যাত্রী এবং পিছনের সিট কনফিগারেশনের মধ্যে অংশের জ্যামিতি ভিন্ন হলেও, অন্তর্নিহিত উত্পাদন প্রক্রিয়া এবং গুণমানের মানগুলি সামঞ্জস্যপূর্ণ থাকে।
ড্রাইভার এবং সামনের যাত্রীর আসন
সামনের সিট স্ট্যাম্পিং অংশগুলি হল সবচেয়ে কাঠামোগতভাবে জটিল, সাইড এয়ারব্যাগ মডিউল, উচ্চতা সমন্বয় রেল, সামনের দিকের স্লাইডার এবং সিটবেল্ট প্রি-টেনশনার অ্যাঙ্করগুলির জন্য মাউন্টিং পয়েন্টগুলিকে একীভূত করে৷ এই ইন্টারফেসে মাত্রিক নির্ভুলতা গুরুত্বপূর্ণ: একটি মিসলাইনড এয়ারব্যাগ বন্ধনী মাউন্টিং হোল, উদাহরণস্বরূপ, স্থাপনার সময় ত্রুটির কারণ হতে পারে যা দখলকারী সুরক্ষার সাথে আপস করে। সামনের আসনের ফ্রেমগুলি ক্র্যাশ টেস্ট প্রোটোকলের অধীনে সর্বোচ্চ নিয়ন্ত্রক পরীক্ষাও বহন করে।
রিয়ার সিট স্ট্রাকচার
পিছনের সিট স্ট্যাম্পিং অংশগুলি প্রায়শই প্রশস্ত ক্রস-সেকশনে বিস্তৃত থাকে এবং SUV এবং ওয়াগন প্ল্যাটফর্মগুলিতে ভাঁজ-সমতল প্রক্রিয়াগুলিকে মিটমাট করতে হবে। ভাঁজ কব্জা লাইন জুড়ে এমনকি লোডিং এবং সামঞ্জস্যপূর্ণ ল্যাচ এনগেজমেন্ট নিশ্চিত করতে এই অংশগুলির জন্য শক্ত সমতলতা সহনশীলতা প্রয়োজন। তিন-সারির যানবাহনে, দ্বিতীয়- এবং তৃতীয়-সারির সিট ফ্রেমগুলি প্রায়শই মডেলের ভেরিয়েন্ট জুড়ে ভাগ করা হয় — অংশ বিনিময়যোগ্যতাকে একটি সরাসরি খরচ ড্রাইভার তৈরি করে যা নির্ভুল স্ট্যাম্পিং কার্যকরভাবে সমর্থন করে।
সমস্ত সিট পজিশন জুড়ে, স্ট্যাম্পযুক্ত ফ্রেম উপাদান এবং সংলগ্ন সিস্টেমগুলির মধ্যে ইন্টারফেসের মাত্রা — কুশন ফোম ক্লিপ, রিক্লাইনার গিয়ার, ফ্লোর রেল বোল্ট — মূলধারার স্বয়ংচালিত সমাবেশের মানগুলির সাথে সারিবদ্ধ হওয়া আবশ্যক। এই মাত্রিক প্রথার সাথে সঙ্গতিপূর্ণ অংশগুলিকে ন্যূনতম টুলিং পরিবর্তনের সাথে নতুন গাড়ির প্রোগ্রামগুলিতে একীভূত করা যেতে পারে, যা OEM প্রস্তুতকারক এবং আফটারমার্কেট সরবরাহকারী উভয়ের জন্য ডেভেলপমেন্ট লিড টাইম এবং যোগ্যতা খরচ হ্রাস করে৷
আগের পোস্ট
গভীর অঙ্কন ডাই ডিজাইন: পাঞ্চ, ডাই, ক্লিয়ারেন্স এবং মাল্টি-স্টেজ রিডাকশন গাইড
পরবর্তী পোস্ট
লাইটওয়েট, উচ্চ-নির্ভুলতা: ডিপ ড্রয়িং ডাই স্ট্র্যাটেজিস ড্রাইভিং ইভি বডি প্যানেল উদ্ভাবন
আমাদের পণ্য।
এখানে একটি OEM প্রস্তুতকারকের সাথে আপনার ব্যবসা শুরু করুন!
বিশ্বব্যাপী গ্রাহকদের সম্পূর্ণ টার্ন-কি সমাধান প্রদান করুন
মাধ্যমে
উদ্ভাবন!
দ্রুত লিঙ্ক
আমাদের সম্পর্কে
সংবাদ
যোগাযোগের তথ্য।
-
 +৮৬-১৩৯ ১৩০৮ ৮৯৭২
+৮৬-১৩৯ ১৩০৮ ৮৯৭২ -

-
 নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
কপিরাইট © Suzhou Shuangqisi ছাঁচ সরঞ্জাম কোং, লি. সর্বস্বত্ব সংরক্ষিত। কাস্টম স্ট্যাম্পিং ডাই মেটাল স্ট্যাম্পিং ডাই নির্মাতারা
