-
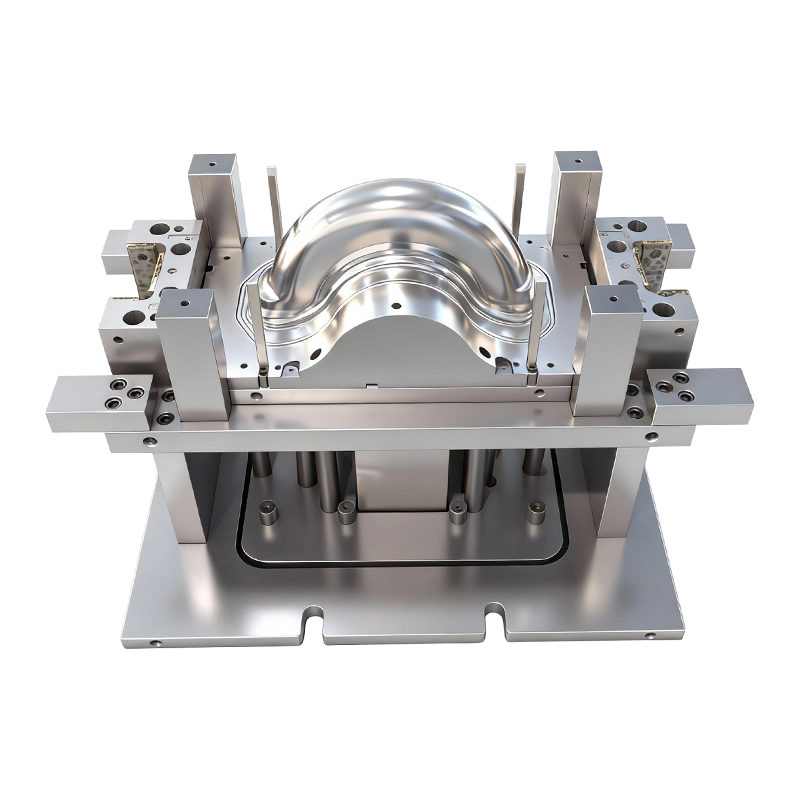
দ্বি-চাকার বৈদ্যুতিক গাড়ির সামনে এবং পিছনের চাকার জন্য গভীর অঙ্কন ছাঁচ
দ্বি-চাকার বৈদ্যুতিক যানবাহনের সামনে এবং পিছনের...
-
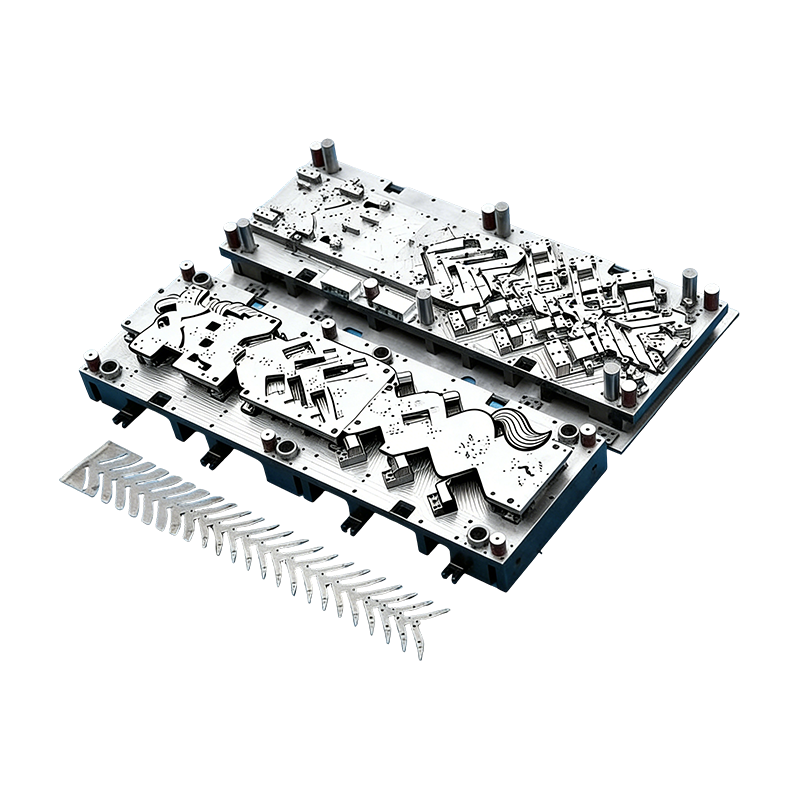
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচ
স্বয়ংচালিত মোটর হাউজিংয়ের জন্য এই ক্রমাগত ছাঁ...
-
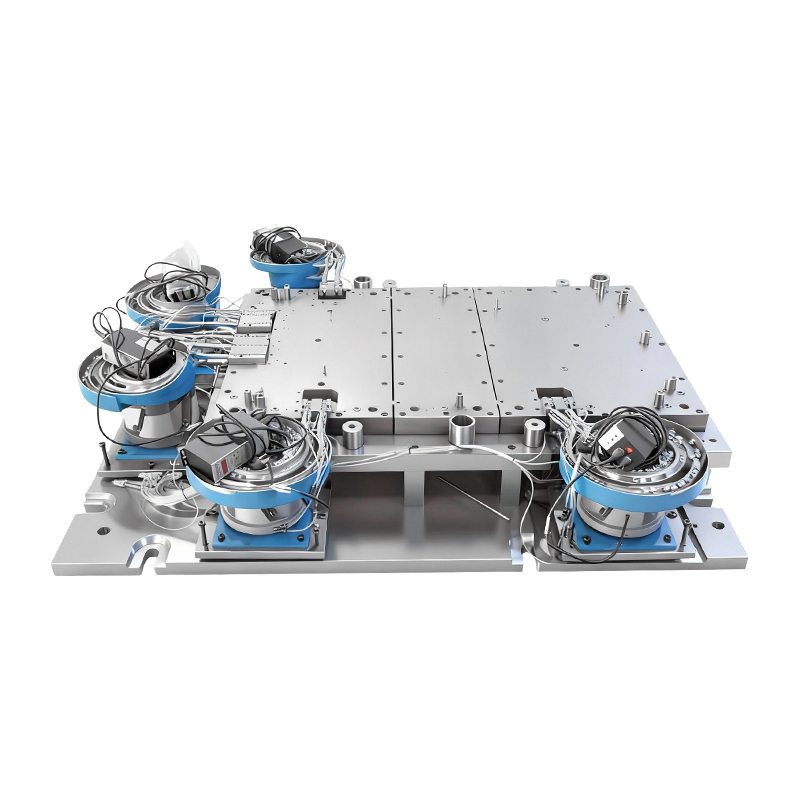
বড় কম্পিউটার মেশিন বেস জন্য স্বয়ংক্রিয় riveting ছাঁচ
বড় কম্পিউটার মেশিন বেসের জন্য এই স্বয়ংক্রিয় ...
-
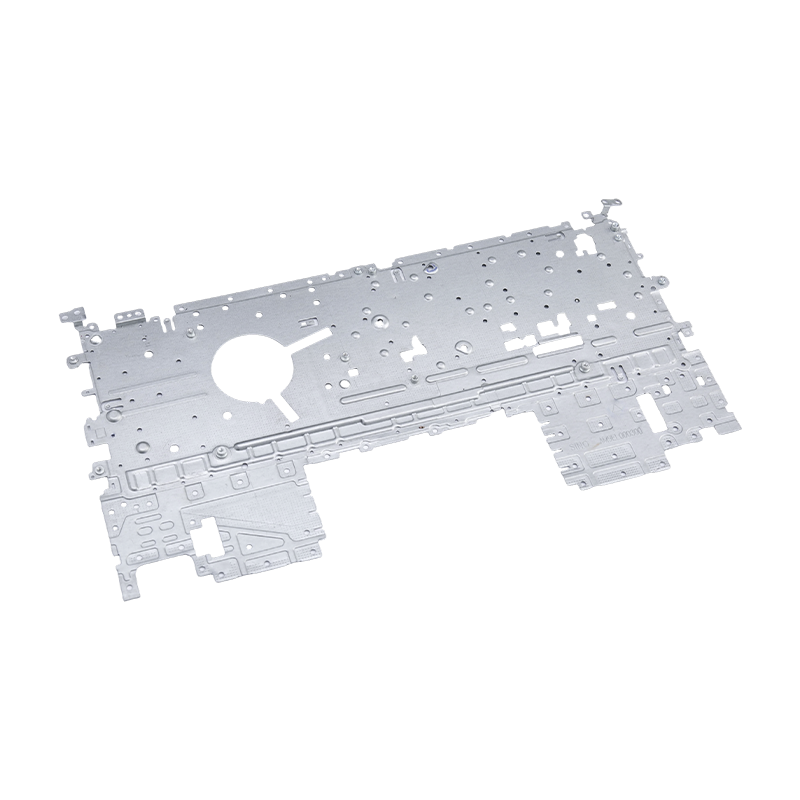
ল্যাপটপ স্ট্যাম্পিং অংশ
আমাদের ল্যাপটপ স্ট্যাম্পিং অংশগুলি হল ল্যাপটপ চ...
-
হাই-এন্ড ওভেন স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড ওভেন স্ট্যাম্পিং পার্টস হল প্রি...
-
হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশগু...
শিল্প সংবাদ
প্রগতিশীল এবং স্থানান্তর মেটাল স্ট্যাম্পিং ডাইস মধ্যে পার্থক্য কি?
2026-02-25
কিভাবে প্রতিটি ডাই টাইপ প্রেসের মাধ্যমে উপাদান সরায়
প্রগতিশীল এবং ট্রান্সফার মেটাল স্ট্যাম্পিং এর মধ্যে সবচেয়ে মৌলিক পার্থক্য হল কিভাবে ওয়ার্কপিস এক ফর্মিং স্টেশন থেকে পরবর্তীতে চলে যায়। একটি প্রগতিশীল ডাইতে, পুরো ফর্মিং সিকোয়েন্স জুড়ে ফাঁকাটি মূল কয়েল স্ট্রিপের সাথে সংযুক্ত থাকে। স্ট্রিপটি প্রতিটি প্রেস স্ট্রোকের সাথে একটি নির্দিষ্ট পিচ দ্বারা অগ্রসর হয়, আংশিকভাবে গঠিত অংশগুলিকে ধারাবাহিক স্টেশনগুলির মাধ্যমে বহন করে — ছিদ্র, ল্যান্সিং, বাঁকানো, অঙ্কন — যতক্ষণ না শেষ অংশটি চূড়ান্ত স্টেশনে কঙ্কাল থেকে মুক্ত হয়। গঠন সম্পূর্ণ না হওয়া পর্যন্ত অংশটি কখনই স্ট্রিপ থেকে শারীরিকভাবে আলাদা করা হয় না, যার অর্থ স্ট্রিপটি নিজেই বাহক হিসাবে কাজ করে এবং প্রতিটি অপারেশনের জন্য রেফারেন্স সনাক্ত করে।
স্থানান্তর ধাতু স্ট্যাম্পিং মারা যায় একটি মৌলিকভাবে ভিন্ন নীতিতে কাজ করে। প্রথম স্টেশনে কয়েল বা শীট থেকে একটি ফাঁকা কাটা হয় এবং তারপর একটি যান্ত্রিক বা সার্ভো-চালিত স্থানান্তর আঙ্গুলের সিস্টেম দ্বারা একটি স্টেশন থেকে স্টেশনে একটি বিনামূল্যে, স্বাধীন টুকরা হিসাবে সরানো হয়। যেহেতু অংশটি আর একটি স্ট্রিপের সাথে সংযুক্ত থাকে না, এটিকে স্টেশনগুলির মধ্যে পুনঃস্থাপন করা, ফ্লিপ করা বা পুনর্নির্মাণ করা যেতে পারে — নড়াচড়া যা জ্যামিতিকভাবে অসম্ভব যখন ওয়ার্কপিসটি একটি অবিচ্ছিন্ন ক্যারিয়ারের সাথে সংযুক্ত থাকে। সামর্থ্য, খরচ এবং প্রয়োগের ক্ষেত্রে দুটি ডাই টাইপের মধ্যে প্রায় প্রতিটি পার্থক্যের মূল কারণ উপাদান কীভাবে পরিচালনা করা হয় এই পার্থক্য।
অংশ জ্যামিতি এবং গঠন জটিলতা
প্রোগ্রেসিভ মেটাল স্ট্যাম্পিং ডাইস সেই অংশগুলির জন্য সবচেয়ে উপযুক্ত যা তুলনামূলকভাবে সমতল বা প্রোফাইলে অগভীর। যেহেতু অংশটি ইন-স্ট্রিপ থেকে যায়, তাই যেকোনও গঠিত বৈশিষ্ট্যের মোট উচ্চতা সংলগ্ন জ্যামিতি ফাউলিং সংলগ্ন স্টেশন বা ডাই স্ট্রাকচার ছাড়াই ডাই-এর মাধ্যমে পরিষ্কারভাবে খাওয়ানোর জন্য স্ট্রিপের প্রয়োজনীয়তার দ্বারা সীমাবদ্ধ। পরিমিত আঁকার গভীরতা সহ অংশগুলির জন্য — বন্ধনী, টার্মিনাল, ক্লিপ, ল্যামিনেশন এবং পাতলা-সেকশনের হার্ডওয়্যার — এই সীমাবদ্ধতা খুব কমই গুরুত্বপূর্ণ, এবং প্রগতিশীল টুলিং হল প্রাকৃতিক পছন্দ। স্ট্রিপ লেআউটটি প্রায়শই 75% এর উপরে উপাদান ব্যবহারের হার অর্জনের জন্য ইঞ্জিনিয়ার করা যেতে পারে এবং স্থানান্তর প্রক্রিয়ার অনুপস্থিতির অর্থ হল কম যান্ত্রিক উপাদান এবং একটি সহজ সামগ্রিক সিস্টেম।
স্থানান্তর metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
গতি, থ্রুপুট, এবং উৎপাদন ভলিউম
প্রগতিশীল ধাতু স্ট্যাম্পিং প্রতি মিনিটে স্ট্রোকে মারা যায়। কারণ সিঙ্ক্রোনাইজ করার জন্য কোনও স্থানান্তর প্রক্রিয়া নেই — স্ট্রোকের মধ্যে প্রসারিত, গ্রিপ, সরানো এবং প্রত্যাহার করার জন্য কোনও আঙ্গুল নেই — প্রগতিশীল ডাইসগুলি অংশের জটিলতা এবং প্রেসের ক্ষমতার উপর নির্ভর করে 200 থেকে 1,500 SPM গতিতে কাজ করতে পারে। উচ্চ-ভলিউম, ছোট-থেকে-মাঝারি অংশ উৎপাদনের জন্য প্রতি বছর লক্ষ লক্ষ টুকরা পরিমাপ করা হয়, এই গতির সুবিধাটি একটি নির্ধারক থ্রুপুট সুবিধাতে অনুবাদ করে যা অন্য কোন স্ট্যাম্পিং পদ্ধতির সাথে মিল করা কঠিন।
স্থানান্তর dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
টুলিং খরচ, রক্ষণাবেক্ষণ, এবং সেটআপ তুলনা
টুলিং ইনভেস্টমেন্ট এবং চলমান রক্ষণাবেক্ষণের খরচ দুটি ডাই টাইপের মধ্যে যথেষ্ট পার্থক্য, এবং এই পার্থক্যগুলি বোঝা একটি ভাল সোর্সিং সিদ্ধান্ত নেওয়ার জন্য অপরিহার্য।
| ফ্যাক্টর | প্রগতিশীল মেটাল স্ট্যাম্পিং মারা যায় | স্থানান্তর Metal Stamping Dies |
| প্রাথমিক টুলিং খরচ | মাঝারি থেকে উচ্চ | উচ্চ থেকে খুব উচ্চ |
| প্রতি রান সেটআপ সময় | সংক্ষিপ্ত — একক ডাই সেট | দীর্ঘতর — স্থানান্তর ব্যবস্থা অবশ্যই সময় এবং সামঞ্জস্য করতে হবে |
| রক্ষণাবেক্ষণ জটিলতা | পরিমিত — ঘুষি/ডাই শার্পনিং, পাইলট পরিধান | উচ্চতর — স্থানান্তর আঙ্গুল, রেল, এবং সময় পরিধান পয়েন্ট যোগ করুন |
| ডাই পরিবর্তন নমনীয়তা | সীমিত — স্টেশনগুলি পরস্পর নির্ভরশীল | উচ্চতর — পৃথক স্টেশন মারা স্বাধীনভাবে অদলবদল করা যেতে পারে |
| ন্যূনতম কার্যকর ভলিউম | উচ্চ (ভলিউমের বেশি খরচ বর্জন করে) | মাঝারি থেকে উচ্চ |
একটি রক্ষণাবেক্ষণ সুবিধা যা ট্রান্সফার মেটাল স্ট্যাম্পিং ডাইস প্রগতিশীল টুলিং ধরে রাখে তা হল সম্পূর্ণ টুল পুনর্নির্মাণ না করেই পৃথক স্টেশন ডাইস পরিষেবা বা প্রতিস্থাপন করার ক্ষমতা। যেহেতু প্রতিটি স্টেশন ডাই একটি পৃথক ইউনিট, তাই একটি জীর্ণ ড্র স্টেশন টেনে আবার গ্রাউন্ড করা যেতে পারে যখন অন্যগুলি প্রেসে থাকে। একটি প্রগতিশীল ডাইতে, সমস্ত স্টেশনগুলিকে একটি একক যৌগ সমাবেশে একত্রিত করা হয়, যার অর্থ হল যে কোনও রক্ষণাবেক্ষণের জন্য ডাই ডিসঅ্যাসেম্বলির প্রয়োজন পুরো টুল এবং পুরো উত্পাদন চালানোকে প্রভাবিত করে।
উপাদান ব্যবহার এবং স্ক্র্যাপ হার পার্থক্য
উপাদানের ব্যবহার হল আরেকটি ক্ষেত্র যেখানে দুটি ডাই টাইপ অর্থপূর্ণভাবে ভিন্ন হয়ে যায়। প্রগ্রেসিভ মেটাল স্ট্যাম্পিং ডাইস একটি ক্রমাগত স্ক্র্যাপ কঙ্কাল তৈরি করে — ফাঁকা বা শেষ অংশগুলি সরানোর পরে অবশিষ্ট স্ট্রিপ — যা অবশ্যই পরিচালনা, কাটা এবং নিষ্পত্তি বা পুনর্ব্যবহার করতে হবে। অংশ জ্যামিতি এবং স্ট্রিপ লেআউট দক্ষতার উপর নির্ভর করে, স্ক্র্যাপ কঙ্কাল মোট কয়েল ওজনের 20-40% প্রতিনিধিত্ব করতে পারে। কোণীয় ফাঁকা, ইন্টারলিভড বিপরীত হাতের অংশ, বা বহু-সারি কনফিগারেশন সহ অত্যাধুনিক স্ট্রিপ লেআউটগুলি এই চিত্রটিকে উল্লেখযোগ্যভাবে হ্রাস করতে পারে, তবে কঙ্কালটি ইন-স্ট্রিপ প্রক্রিয়াকরণের একটি অনিবার্য উপজাত।
স্থানান্তর metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
আপনার আবেদনের জন্য সঠিক ডাই টাইপ নির্বাচন করা
প্রগতিশীল এবং স্থানান্তর মেটাল স্ট্যাম্পিং ডাইয়ের মধ্যে নির্বাচন করা শুধুমাত্র খরচের পরিবর্তে অংশের প্রয়োজনীয়তার কাঠামোগত মূল্যায়ন দ্বারা চালিত হওয়া উচিত। নিম্নলিখিত মানদণ্ড একটি বাস্তব সিদ্ধান্ত কাঠামো প্রদান করে:
- অংশ জ্যামিতি: যদি একটি স্ট্রিপে ফ্ল্যাট থাকার সময় অংশটি সম্পূর্ণরূপে তৈরি করা যায় - সমস্ত বৈশিষ্ট্যগুলিকে রিপজিশন না করে উপরে বা নীচে থেকে অ্যাক্সেসযোগ্য - প্রগতিশীল টুলিং উপযুক্ত। যদি অংশটির একাধিক মুখের উপর গঠনের প্রয়োজন হয়, আনুমানিক 1:1-এর গভীর থেকে ব্যাস অনুপাতের বাইরে গভীর অঙ্কন করা, বা একটি ফ্ল্যাঞ্জের নীচের অংশে অপারেশন করা প্রয়োজন, স্থানান্তর টুলিং প্রয়োজন।
- উত্পাদনের পরিমাণ: খুব উচ্চ বার্ষিক ভলিউম (সাধারণত মধ্য-জটিল অংশগুলির জন্য প্রতি বছর 500,000 টুকরার উপরে) প্রগতিশীল মৃত্যুকে সমর্থন করে কারণ গতির সুবিধা প্রতি-পিস প্রেসের সময় ব্যয়কে উল্লেখযোগ্যভাবে হ্রাস করে। ট্রান্সফার ডাইস মাঝারি ভলিউমের জন্য আরও লাভজনক যেখানে অংশ জ্যামিতি প্রগতিশীল টুলিংকে অসম্ভব করে তোলে।
- অংশ আকার: বড়-ফরম্যাটের অংশগুলি — যেগুলি যে কোনও মাত্রায় প্রায় 400 মিমি-এর বেশি — প্রগতিশীল ডাইসে অব্যবহারিক হয়ে ওঠে কারণ ফলস্বরূপ ডাই দৈর্ঘ্য এবং কুণ্ডলী প্রস্থের প্রয়োজনীয়তা সাধারণ প্রেস এবং কয়েল পরিচালনার ক্ষমতাকে ছাড়িয়ে যায়। স্থানান্তর লাইনগুলি একটি একক দীর্ঘায়িত প্রগতিশীল হাতিয়ারের পরিবর্তে অংশে পৃথক স্টেশন ডাইস আকারের ব্যবহার করে আরও কার্যত বড় অংশগুলি পরিচালনা করে।
- মাত্রিক নির্ভুলতা প্রয়োজনীয়তা: প্রগ্রেসিভ ডাইস পাইলট পিনের মাধ্যমে অংশটি সনাক্ত করে স্ট্রিপে ছিদ্র যুক্ত করে, যখন ট্রান্সফার ডাইস প্রতিটি স্টেশনে অংশ বৈশিষ্ট্য বা নেস্ট টুলিংয়ের মাধ্যমে পৃথক ফাঁকা স্থানগুলি সনাক্ত করে। যেসব অংশে আন্তঃ-বৈশিষ্ট্যের অবস্থান সহনশীলতা ±0.05mm-এর চেয়ে বেশি শক্ত, প্রতিটি ডাই টাইপের লোকেটিং কৌশলটি অবশ্যই সহনশীলতার স্ট্যাক-আপের বিরুদ্ধে সতর্কতার সাথে মূল্যায়ন করতে হবে।
- ভবিষ্যতের নকশা নমনীয়তা: যদি পণ্যের জীবনচক্রের সময় অংশের নকশা পরিবর্তন হওয়ার আশা করা হয়, তবে স্থানান্তর টুলিং অধিকতর অভিযোজনযোগ্যতা প্রদান করে যেহেতু পৃথক স্টেশনের মৃত্যু স্বাধীনভাবে পরিবর্তন করা যেতে পারে। একটি প্রগতিশীল ডাইতে একটি বৈশিষ্ট্য পরিবর্তন করার জন্য প্রায়ই একই সাথে একাধিক আন্তঃনির্ভরশীল স্টেশনগুলিকে পুনরায় প্রকৌশলী করার প্রয়োজন হয়।
বাস্তবে, সিদ্ধান্তটি খুব কমই বিচ্ছিন্নভাবে তৈরি করা হয়। একজন অভিজ্ঞ ডাই প্রস্তুতকারক একটি টুলিং কৌশল সুপারিশ করার আগে অংশ অঙ্কন, বার্ষিক ভলিউম পূর্বাভাস, প্রেস রিসোর্স উপলব্ধ এবং ডাউনস্ট্রিম সমাবেশের প্রয়োজনীয়তাগুলি একসাথে মূল্যায়ন করবে। প্রগতিশীল এবং ট্রান্সফার মেটাল স্ট্যাম্পিং ডাইস উভয়ই পরিপক্ক, ভালভাবে বোধগম্য প্রযুক্তির প্রতিনিধিত্ব করে — মূলটি হল সঠিক প্রযুক্তিকে অ্যাপ্লিকেশনের নির্দিষ্ট চাহিদার সাথে মেলে না, যেটি সবচেয়ে পরিচিত পদ্ধতিতে ডিফল্ট না করে৷

আগের পোস্ট
খরচ তুলনা: 2026 সালে মেটাল স্ট্যাম্পিং পার্টস VS মেটাল ড্রয়িং পার্ট প্রোডাক্ট
পরবর্তী পোস্ট
স্বয়ংচালিত স্ট্যাম্পিং ডাই শিল্প প্রযুক্তিগত আপগ্রেডের একটি নতুন রাউন্ডের সূচনা করছে।
আমাদের পণ্য।
এখানে একটি OEM প্রস্তুতকারকের সাথে আপনার ব্যবসা শুরু করুন!
বিশ্বব্যাপী গ্রাহকদের সম্পূর্ণ টার্ন-কি সমাধান প্রদান করুন
মাধ্যমে
উদ্ভাবন!
দ্রুত লিঙ্ক
আমাদের সম্পর্কে
সংবাদ
যোগাযোগের তথ্য।
-
 +৮৬-১৩৯ ১৩০৮ ৮৯৭২
+৮৬-১৩৯ ১৩০৮ ৮৯৭২ -

-
 নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
কপিরাইট © Suzhou Shuangqisi ছাঁচ সরঞ্জাম কোং, লি. সর্বস্বত্ব সংরক্ষিত। কাস্টম স্ট্যাম্পিং ডাই মেটাল স্ট্যাম্পিং ডাই নির্মাতারা
