
-
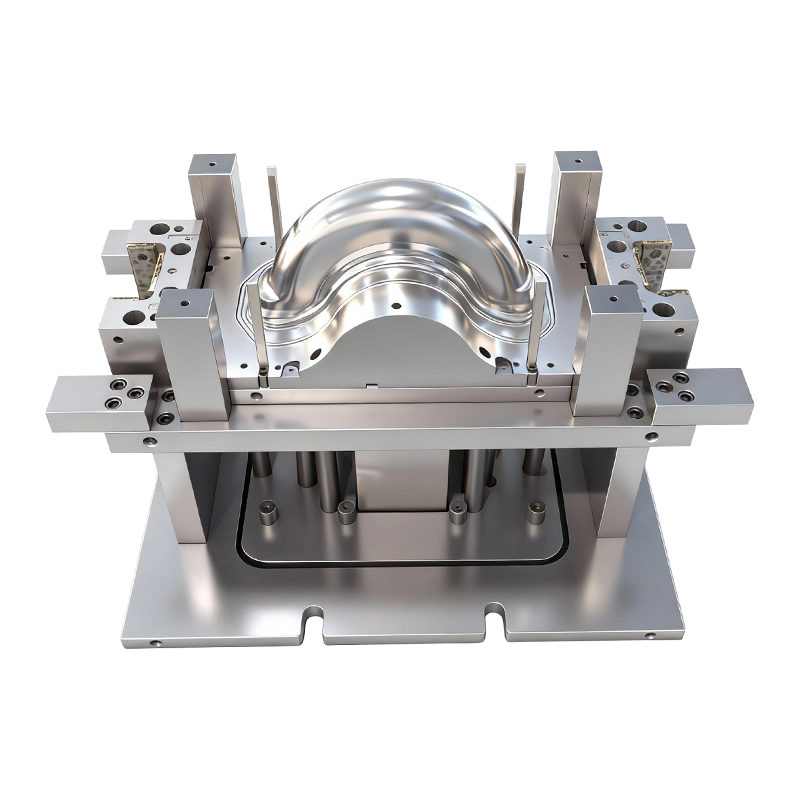
দ্বি-চাকার বৈদ্যুতিক গাড়ির সামনে এবং পিছনের চাকার জন্য গভীর অঙ্কন ছাঁচ
দ্বি-চাকার বৈদ্যুতিক যানবাহনের সামনে এবং পিছনের...
-
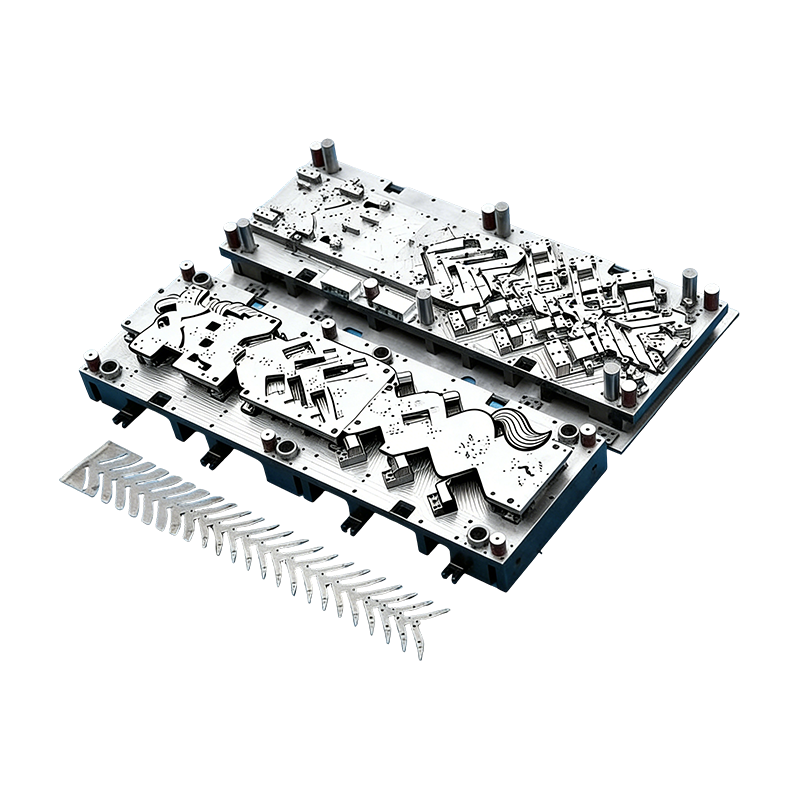
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচ
স্বয়ংচালিত মোটর হাউজিংয়ের জন্য এই ক্রমাগত ছাঁ...
-
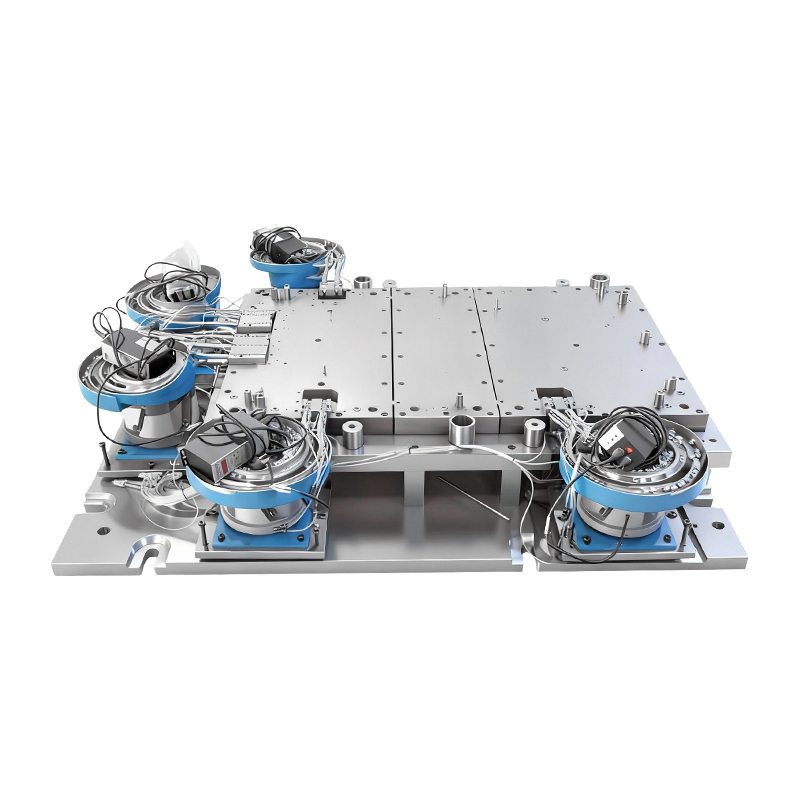
বড় কম্পিউটার মেশিন বেস জন্য স্বয়ংক্রিয় riveting ছাঁচ
বড় কম্পিউটার মেশিন বেসের জন্য এই স্বয়ংক্রিয় ...
-
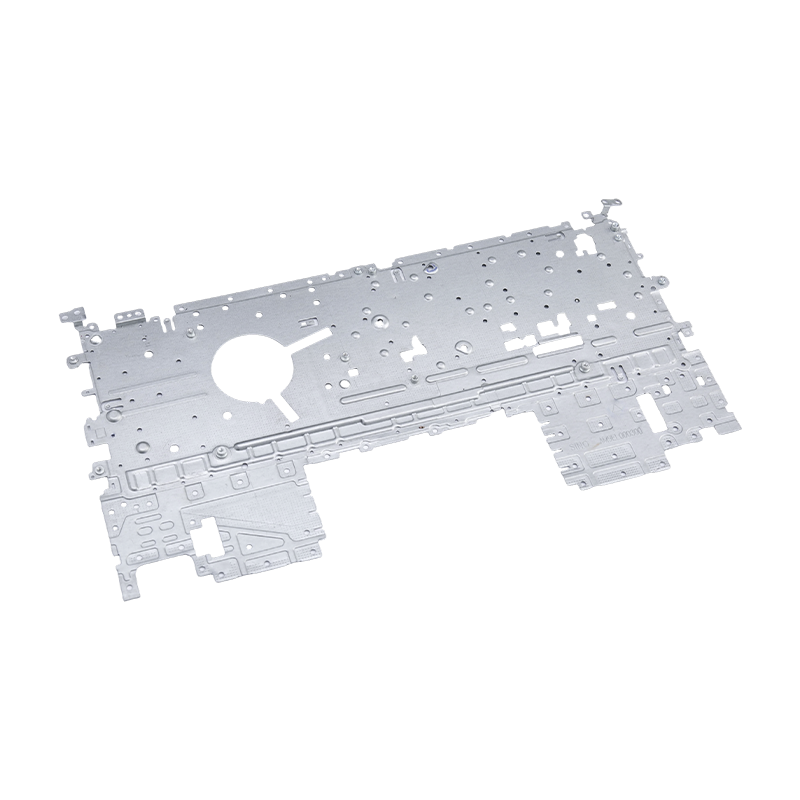
ল্যাপটপ স্ট্যাম্পিং অংশ
আমাদের ল্যাপটপ স্ট্যাম্পিং অংশগুলি হল ল্যাপটপ চ...
-
হাই-এন্ড ওভেন স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড ওভেন স্ট্যাম্পিং পার্টস হল প্রি...
-
হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশগু...
শিল্প সংবাদ
অটোমোটিভ যন্ত্রাংশের জন্য ডিপ ড্রয়িং মেটাল স্ট্যাম্পিং ডাইসের গাইড
2026-03-30
মেটাল স্ট্যাম্পিং-এ গভীর অঙ্কনের মৌলিক বিষয়গুলি মারা যায়
উৎপাদনের জটিল জগতে, মেটাল স্ট্যাম্পিং মারা যায় ভর-উৎপাদন সুনির্দিষ্ট ধাতু উপাদান জন্য মেরুদণ্ড হিসাবে পরিবেশন. বিভিন্ন ধরণের স্ট্যাম্পিং অপারেশনগুলির মধ্যে, গভীর অঙ্কন ফ্ল্যাট শীট ধাতুকে ত্রিমাত্রিক ফাঁপা আকারে রূপান্তর করার জন্য একটি গুরুত্বপূর্ণ প্রক্রিয়া হিসাবে দাঁড়িয়েছে। সরল বাঁকানো বা কাটার বিপরীতে, গভীর অঙ্কনে শক্তির একটি পরিশীলিত ইন্টারপ্লে জড়িত যেখানে একটি ঘুষি একটি ধাতু ফাঁকাকে একটি ডাই ক্যাভিটিতে বাধ্য করে। প্রাথমিক উদ্দেশ্য হল উপাদানের প্রবাহ নিয়ন্ত্রণ করা, নিশ্চিত করা যে শীটটি তার কাঠামোগত অখণ্ডতা বা পুরুত্বের অভিন্নতার সাথে আপস না করেই কাঙ্খিত জ্যামিতিতে প্রসারিত হয় এবং প্রবাহিত হয়। এই প্রক্রিয়াটি এমন অংশ তৈরি করার জন্য প্রয়োজনীয় যেগুলির ব্যাসের সাথে সম্পর্কিত উল্লেখযোগ্য গভীরতার প্রয়োজন, যা ভোক্তা পণ্য থেকে ভারী যন্ত্রপাতি পর্যন্ত শিল্পগুলিতে একটি সাধারণ প্রয়োজন।
গভীর অঙ্কনের মেকানিক্স উপাদানের প্লাস্টিকের বিকৃতির উপর অনেক বেশি নির্ভর করে। মুষ্ট্যাঘাতটি নামার সাথে সাথে ডাই ব্যাসার্ধের উপর ধাতব ফাঁকা টানা হয়। ডাই ওপেনিং এর উপরে থাকা খালি জায়গাটি কাপের প্রাচীর বা অংশে পরিণত হয়, যখন বাইরের ফ্ল্যাঞ্জটি রেডিয়ালিভাবে ভিতরের দিকে টানা হয়। এই রেডিয়াল অঙ্কনের ফলে ফ্ল্যাঞ্জের ব্যাস সঙ্কুচিত হয়, যা স্বাভাবিকভাবেই কম্প্রেসিভ হুপ স্ট্রেসকে প্ররোচিত করে। যদি এই চাপগুলি সঠিকভাবে পরিচালনা না করা হয়, তাহলে উপাদানটি আটকে যাবে, যার ফলে বলিরেখা দেখা দেবে। বিপরীতভাবে, কাপের প্রাচীরের প্রসার্য চাপ উপাদানের উৎপাদন শক্তির চেয়ে বেশি হলে, অংশটি ছিঁড়ে যাবে বা ফাটবে। অতএব, গভীর অঙ্কনের জন্য মেটাল স্ট্যাম্পিং ডাইসের নকশা শুধু আকৃতির বিষয় নয়; এটা স্ট্রেস ম্যানেজমেন্ট সম্পর্কে।
উপাদান প্রবাহ নিয়ন্ত্রণ এবং ত্রুটি প্রতিরোধ
একটি সফল ডিপ ড্র অর্জন করতে, ইঞ্জিনিয়ারদের অবশ্যই ব্ল্যাঙ্ক হোল্ডার ফোর্স এবং ডাই ক্লিয়ারেন্সের মতো পরামিতিগুলিকে সাবধানতার সাথে নিয়ন্ত্রণ করতে হবে। ফাঁকা ধারক, বা চাপ প্যাড, ফাঁকা ফ্ল্যাঞ্জে একটি নির্দিষ্ট পরিমাণ বল প্রয়োগ করে। এই বলটি একটি সূক্ষ্ম ভারসাম্য: এটি অভ্যন্তরের দিকে প্রবাহিত হওয়ার সাথে সাথে উপাদানটিকে কুঁচকে যাওয়া থেকে রক্ষা করার জন্য যথেষ্ট উচ্চ হতে হবে, তবে উপাদানটিকে অবাধে ডাই ক্যাভিটিতে স্লাইড করার অনুমতি দেওয়ার জন্য যথেষ্ট কম। বল খুব বেশি হলে, উপাদানটি প্রবাহিত হতে পারে না, যার ফলে পাঞ্চ ব্যাসার্ধে পাতলা হয়ে যায় এবং শেষ পর্যন্ত ফ্র্যাকচার হয়। যদি এটি খুব কম হয়, তাহলে ফ্ল্যাঞ্জের সংকোচনমূলক চাপগুলি কুৎসিত এবং কাঠামোগতভাবে দুর্বল বলির সৃষ্টি করে।
ডাই ক্লিয়ারেন্স আরেকটি গুরুত্বপূর্ণ ফ্যাক্টর। এটি ঘুষি এবং ডাই প্রাচীরের মধ্যে ফাঁক বোঝায়। স্ট্যান্ডার্ড ডিপ ড্রয়িংয়ে, ক্লিয়ারেন্স সাধারণত শীটের বেধের চেয়ে সামান্য বড় হয় যাতে অত্যধিক ইস্ত্রি ছাড়াই উপাদানটি প্রবাহিত হতে পারে। যাইহোক, "থিনিং ডিপ ড্রয়িং" বা "ইরনিং" নামে পরিচিত প্রসেসগুলিতে ক্লিয়ারেন্সটি ইচ্ছাকৃতভাবে প্রাথমিক উপাদানের বেধের চেয়ে ছোট সেট করা হয়। এটি প্রাচীরের পুরুত্ব হ্রাস করে এবং পৃষ্ঠের ফিনিস এবং মাত্রিক নির্ভুলতা উন্নত করার সময় অংশের উচ্চতা বাড়ায়। এই প্রবাহকে সহজতর করতে এবং ঘর্ষণ কমাতে, যা তাপ এবং পরিধান উৎপন্ন করে, তৈলাক্তকরণ গুরুত্বপূর্ণ। উন্নত লুব্রিকেন্ট এবং ডাই-এর উপরিভাগের আবরণগুলি ডাই লাইফকে প্রসারিত করতে সাহায্য করে এবং সামঞ্জস্যপূর্ণ অংশের গুণমান নিশ্চিত করে।
সাধারণ ত্রুটি এবং সমাধান
- কুঁচকানো: ফ্ল্যাঞ্জে অত্যধিক কম্প্রেসিভ স্ট্রেস দ্বারা সৃষ্ট। ফাঁকা ধারক বল বৃদ্ধি বা প্রবাহ সীমিত করতে ড্র জপমালা ব্যবহার করে সমাধান করা হয়।
- ফ্র্যাকচার/টিয়ারিং: ঘটে যখন প্রসার্য চাপ উপাদান সীমা অতিক্রম করে। ডাই ক্লিয়ারেন্স বৃদ্ধি করে, তৈলাক্তকরণের উন্নতি করে, বা নমনীয়তা পুনরুদ্ধার করতে উপাদানটিকে অ্যানিল করে সমাধান করা হয়।
- কানের দুল: ধাতব শস্য কাঠামোতে অ্যানিসোট্রপির কারণে টানা অংশের শীর্ষে অসম উচ্চতা। ফাঁকা অভিযোজন বা ট্রিমিং অপারেশন অপ্টিমাইজ করে নিয়ন্ত্রিত।
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচের সাথে একীকরণ
যদিও একক-পর্যায়ে গভীর অঙ্কন বড়, সরল অংশগুলির জন্য সাধারণ, স্বয়ংচালিত শিল্প প্রায়শই জটিল উপাদানগুলির উচ্চ-আয়তনের উত্পাদন দাবি করে। এখানেই স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচগুলি অপরিহার্য হয়ে ওঠে। একটি প্রগতিশীল ডাই সেটআপে, ধাতুর একটি স্ট্রিপ একটি একক ডাইয়ের মধ্যে একাধিক স্টেশনের মাধ্যমে ফিড করে। চূড়ান্ত স্টেশনে একটি সমাপ্ত অংশ উত্পাদিত না হওয়া পর্যন্ত প্রতিটি স্টেশন একটি ভিন্ন ক্রিয়াকলাপ সম্পাদন করে — ছিদ্র করা, বাঁকানো এবং অঙ্কন করা৷ একটি প্রগতিশীল ডাইতে গভীর অঙ্কনকে একীভূত করা প্রযুক্তিগতভাবে চ্যালেঞ্জিং কারণ উপাদানটি টানা আকৃতিকে বিকৃত না করে স্টেশনগুলির মধ্যে বহন করতে হবে।
স্বয়ংচালিত নির্মাতারা এই প্রগতিশীল ছাঁচগুলি ব্যবহার করে ছোট সংযোগকারী বন্ধনী থেকে বৃহত্তর কাঠামোগত উপাদান পর্যন্ত সবকিছু তৈরি করে। উদাহরণস্বরূপ, জ্বালানী সিস্টেমের উপাদান বা নিষ্কাশন অংশগুলির উত্পাদন প্রায়শই একটি প্রগতিশীল লাইনের মধ্যে অঙ্কন পদক্ষেপগুলির একটি সিরিজ জড়িত। সুবিধাটি গতি এবং ধারাবাহিকতার মধ্যে রয়েছে। একটি অঙ্কন পর্যায় থেকে অন্য অংশে স্থানান্তর স্বয়ংক্রিয় করে, নির্মাতারা ন্যূনতম মানব হস্তক্ষেপে প্রতি ঘন্টায় হাজার হাজার যন্ত্রাংশ তৈরি করতে পারে। যাইহোক, স্বয়ংচালিত যন্ত্রাংশের জন্য প্রগতিশীল ছাঁচের নকশার জন্য "ক্যারিয়ার স্ট্রিপ" সম্পর্কে সতর্কতা অবলম্বন করা প্রয়োজন, যা ডাইয়ের মধ্য দিয়ে যাওয়ার সময় অংশটিকে ধরে রাখে। বাহককে অবশ্যই ড্রয়িং ফোর্স সহ্য করার জন্য যথেষ্ট শক্তিশালী হতে হবে কিন্তু চূড়ান্ত অংশ থেকে আলাদা করা সহজ।
জটিল জ্যামিতির জন্য উন্নত স্ট্রাকচারাল ডিজাইন
যেহেতু স্বয়ংচালিত নকশাগুলি আরও বায়ুগতিগত এবং সুরক্ষা বিধিগুলি কঠোরতর হয়, স্ট্যাম্পযুক্ত অংশগুলির জ্যামিতিক জটিলতা বৃদ্ধি পায়। স্ট্যান্ডার্ড গভীর অঙ্কন প্রায়ই একটি একক আঘাতে প্রয়োজনীয় গভীরতা বা আকার অর্জন করতে পারে না। ফলস্বরূপ, এই প্রযুক্তিগত প্রয়োজনীয়তাগুলি পূরণ করার জন্য বিশেষ কাঠামোগত নকশা তৈরি করা হয়েছে। এই ডিজাইনগুলি একক প্রেস স্ট্রোকের মধ্যে বা একাধিক অপারেশন জুড়ে বহু-পর্যায়ের গঠনের অনুমতি দেয়, এটি নিশ্চিত করে যে এমনকি সবচেয়ে জটিল ফাঁপা অংশগুলিও দক্ষতার সাথে তৈরি করা যেতে পারে।
| ডাই টাইপ | ফাংশন | আবেদন |
| উল্টানো প্রাথমিক গভীর অঙ্কন | ঘুষি উপরের দিকে চলে যায় বা ডাই নিচের দিকে সরে প্রথমে ভেতর থেকে অংশ তৈরি করে। | গঠনের প্রথম পর্যায়ে উচ্চ স্থিতিশীলতা প্রয়োজন এমন অংশগুলির জন্য ব্যবহৃত হয়। |
| খালি হোল্ডার-হীন বিপরীত অঙ্কন | ডাই জ্যামিতির উপর নির্ভর করে প্রথাগত ফাঁকা ধারক ছাড়াই বিপরীত দিকে অংশটিকে পুনরায় আঁকে। | পরবর্তী পর্যায়ে উচ্চতা বৃদ্ধির সময় ব্যাস কমানোর জন্য আদর্শ। |
| ডাবল-ডাই থিনিং ড্রয়িং | অংশটিকে লম্বা করার সময় প্রাচীরের বেধকে উল্লেখযোগ্যভাবে পাতলা করতে দুটি ঘনকেন্দ্রিক ডাই ব্যবহার করে। | উচ্চ-চাপের সিলিন্ডার বা সুনির্দিষ্ট স্বয়ংচালিত হাউজিং তৈরি করা। |
বিপরীত অঙ্কন কৌশল
বিপরীত অঙ্কন একটি শক্তিশালী কৌশল যা ব্যবহৃত হয় যখন একটি অংশকে একটি একক ফরোয়ার্ড ড্র করার অনুমতি দেওয়া উপাদানের চেয়ে গভীরে আঁকার প্রয়োজন হয়। এই প্রক্রিয়ায়, আংশিকভাবে আঁকা কাপটি ভিতরের বাইরে ঘুরিয়ে দেওয়া হয় বা পরবর্তী স্টেশনে বিপরীত দিকে আঁকা হয়। এটি উপাদানটিকে ভিন্নভাবে কঠোর করে এবং গভীর থেকে ব্যাস অনুপাতের জন্য অনুমতি দেয়। ব্ল্যাঙ্ক হোল্ডার-লেস রিভার্স ডিপ ড্রয়িং ডাইস এখানে বিশেষভাবে উপযোগী, কারণ এগুলো ইনভার্সন প্রক্রিয়ার সময় উপাদান প্রবাহের উপর নিয়ন্ত্রণ বজায় রেখে টুলিং গঠনকে সরল করে।
ডাই লাইফ এবং সারফেস কোয়ালিটি বাড়ানো
এর দীর্ঘায়ু মেটাল স্ট্যাম্পিং মারা যায় উত্পাদিত অংশগুলির পৃষ্ঠের গুণমান এবং উত্পাদন লাইনের ব্যয়-কার্যকারিতার সাথে সরাসরি সম্পর্কযুক্ত। গভীর অঙ্কন উল্লেখযোগ্য ঘর্ষণ এবং চাপ জড়িত, যা galling হতে পারে (ম্যাটেরিয়াল ডাই এ লেগে থাকা) এবং পরিধান। এটি মোকাবেলা করার জন্য, আধুনিক ডাই ম্যানুফ্যাকচারিং উন্নত পলিশিং এবং লেপ কৌশল নিযুক্ত করে। ডাই রেডিআইকে মিরর ফিনিশে পালিশ করলে ঘর্ষণ কম হয়, যা ধাতুকে মসৃণভাবে প্রবাহিত করতে দেয়। তদ্ব্যতীত, টাইটানিয়াম নাইট্রাইড (TiN) বা ডায়মন্ড-লাইক কার্বন (DLC) এর মতো আবরণগুলি ডাইয়ের কাজের পৃষ্ঠগুলিতে প্রয়োগ করা হয়।
এই আবরণগুলি একটি শক্ত, কম-ঘর্ষণ পৃষ্ঠ প্রদান করে যা ঘর্ষণ এবং ক্ষয় প্রতিরোধ করে। স্বয়ংচালিত যন্ত্রাংশের জন্য প্রগতিশীল ছাঁচের প্রেক্ষাপটে, যেখানে আপটাইম গুরুত্বপূর্ণ, লেপযুক্ত ডাইগুলি রক্ষণাবেক্ষণ বন্ধের ফ্রিকোয়েন্সি এবং অংশ প্রত্যাখ্যানের হার হ্রাস করে। উপরন্তু, ডাই উপকরণ নির্বাচন অত্যন্ত গুরুত্বপূর্ণ. উচ্চ-কার্বন, উচ্চ-ক্রোমিয়াম টুল স্টিলগুলি প্রায়শই তাদের পরিধান প্রতিরোধের জন্য ব্যবহার করা হয়, যেখানে টংস্টেন কার্বাইড সন্নিবেশগুলি উচ্চ-ভলিউম অ্যাপ্লিকেশনগুলিতে ব্যবহার করা যেতে পারে যেখানে চরম স্থায়িত্ব প্রয়োজন। পৃষ্ঠ প্রকৌশলের সাথে শক্তিশালী কাঠামোগত নকশা একত্রিত করে, নির্মাতারা নিশ্চিত করতে পারেন যে গভীর অঙ্কনগুলি লক্ষ লক্ষ চক্রের উপর নির্ভরযোগ্যভাবে সম্পাদন করে।
আধুনিক স্বয়ংচালিত উত্পাদন অ্যাপ্লিকেশন
গভীর অঙ্কন প্রযুক্তির প্রয়োগ মোটরগাড়ি সেক্টরে সর্বব্যাপী। সবচেয়ে ক্লাসিক উদাহরণগুলির মধ্যে একটি হল স্বয়ংচালিত জ্বালানী ট্যাঙ্কের উত্পাদন। এই উপাদানগুলির জটিল, ফাঁপা আকারের প্রয়োজন যা অভ্যন্তরীণ চাপ এবং বাহ্যিক প্রভাব সহ্য করতে পারে। গভীর অঙ্কন শীট ধাতু থেকে এই বিজোড় পাত্রে তৈরি করার অনুমতি দেয়, লিক-প্রুফ অখণ্ডতা নিশ্চিত করে। একইভাবে, এনামেল বেসিন এবং সিঙ্ক, যখন ভোগ্যপণ্য, একই উত্পাদন নীতিগুলি ভাগ করে, প্রক্রিয়াটির বহুমুখিতা প্রদর্শন করে।
বৈদ্যুতিক গাড়ির (EVs) যুগে গভীর টানা যন্ত্রাংশের চাহিদা বেড়েছে। ব্যাটারি কেসিং, মোটর হাউজিং, এবং স্ট্রাকচারাল ক্র্যাশ বাক্সগুলি প্রায়ই হালকা কিন্তু শক্তিশালী ঘের অর্জন করতে গভীর অঙ্কন প্রক্রিয়া ব্যবহার করে। অঙ্কন প্রক্রিয়ার সময় উপাদান পাতলা করার ক্ষমতা (গভীর অঙ্কন পাতলা করা) গাড়ির সামগ্রিক ওজন কমাতে সাহায্য করে, যা ব্যাটারির পরিসর বাড়ানোর জন্য গুরুত্বপূর্ণ। শিল্প যেমন অ্যালুমিনিয়াম এবং উচ্চ-শক্তি ইস্পাত এর মত হালকা উপকরণের দিকে অগ্রসর হয়, বিশেষায়িত মেটাল স্ট্যাম্পিং ডাইসের ভূমিকা আরও বেশি বিশিষ্ট হয়ে ওঠে। এই উন্নত অ্যালয়গুলির বিভিন্ন স্প্রিং-ব্যাক বৈশিষ্ট্য এবং গঠনযোগ্যতা সীমাগুলি পরিচালনা করার জন্য ইঞ্জিনিয়ারদের অবশ্যই ডাই ডিজাইনগুলিকে মানিয়ে নিতে হবে, যাতে পরবর্তী প্রজন্মের যানবাহনগুলি নিরাপদ এবং দক্ষ উভয়ই হয়৷
আগের পোস্ট
ইলেকট্রনিক্স এবং হোম অ্যাপ্লায়েন্সেসের জন্য যথার্থ স্ট্যাম্পিং মারা যায়: 2026 সালে উচ্চ-দক্ষতা উত্পাদন সমাধান
পরবর্তী পোস্ট
Metal Stamping & Drawing Parts Guide
আমাদের পণ্য।
এখানে একটি OEM প্রস্তুতকারকের সাথে আপনার ব্যবসা শুরু করুন!
বিশ্বব্যাপী গ্রাহকদের সম্পূর্ণ টার্ন-কি সমাধান প্রদান করুন
মাধ্যমে
উদ্ভাবন!
দ্রুত লিঙ্ক
আমাদের সম্পর্কে
সংবাদ
যোগাযোগের তথ্য।
-
 +৮৬-১৩৯ ১৩০৮ ৮৯৭২
+৮৬-১৩৯ ১৩০৮ ৮৯৭২ -

-
 নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
কপিরাইট © Suzhou Shuangqisi ছাঁচ সরঞ্জাম কোং, লি. সর্বস্বত্ব সংরক্ষিত। কাস্টম স্ট্যাম্পিং ডাই মেটাল স্ট্যাম্পিং ডাই নির্মাতারা
