-
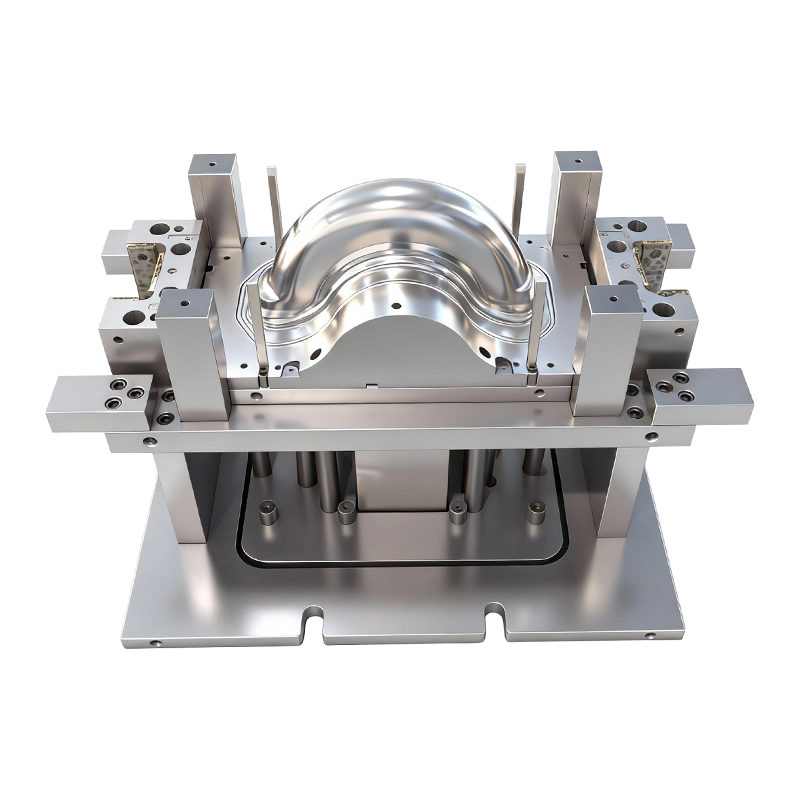
দ্বি-চাকার বৈদ্যুতিক গাড়ির সামনে এবং পিছনের চাকার জন্য গভীর অঙ্কন ছাঁচ
দ্বি-চাকার বৈদ্যুতিক যানবাহনের সামনে এবং পিছনের...
-
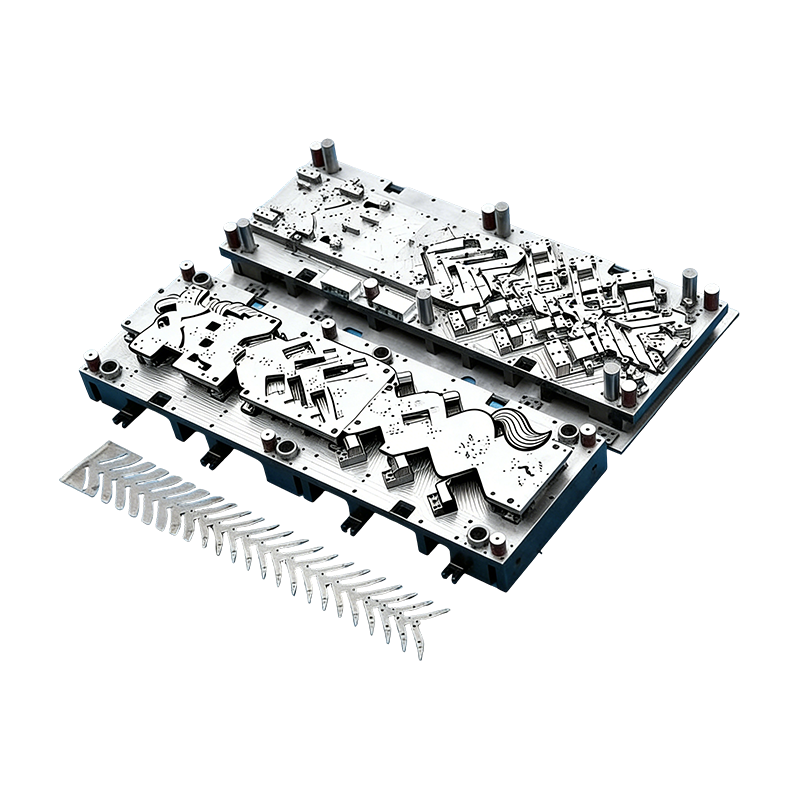
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচ
স্বয়ংচালিত মোটর হাউজিংয়ের জন্য এই ক্রমাগত ছাঁ...
-
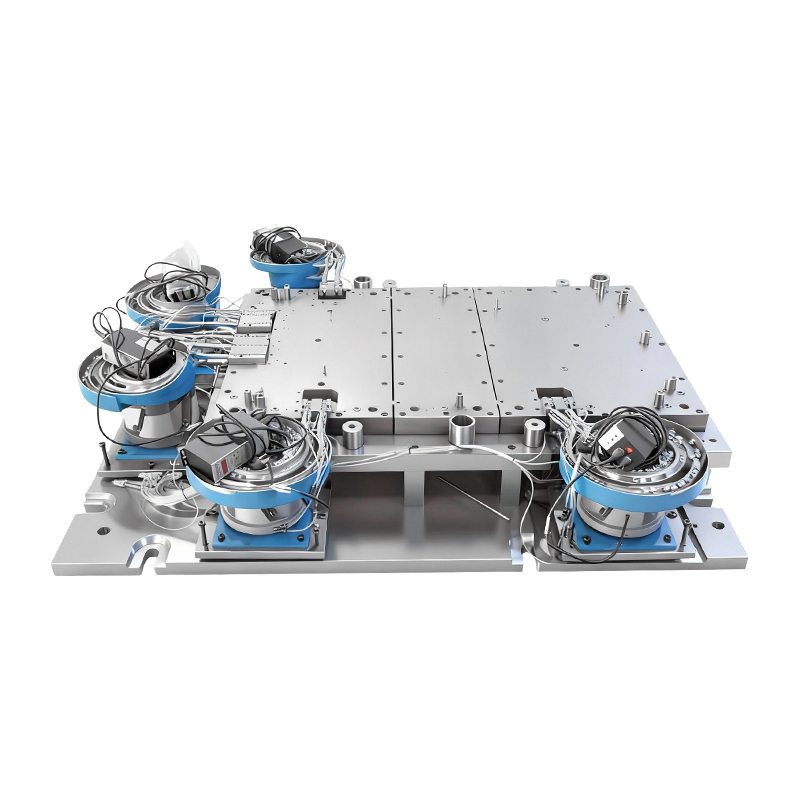
বড় কম্পিউটার মেশিন বেস জন্য স্বয়ংক্রিয় riveting ছাঁচ
বড় কম্পিউটার মেশিন বেসের জন্য এই স্বয়ংক্রিয় ...
-
ল্যাপটপ স্ট্যাম্পিং অংশ
আমাদের ল্যাপটপ স্ট্যাম্পিং অংশগুলি হল ল্যাপটপ চ...
-
হাই-এন্ড ওভেন স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড ওভেন স্ট্যাম্পিং পার্টস হল প্রি...
-
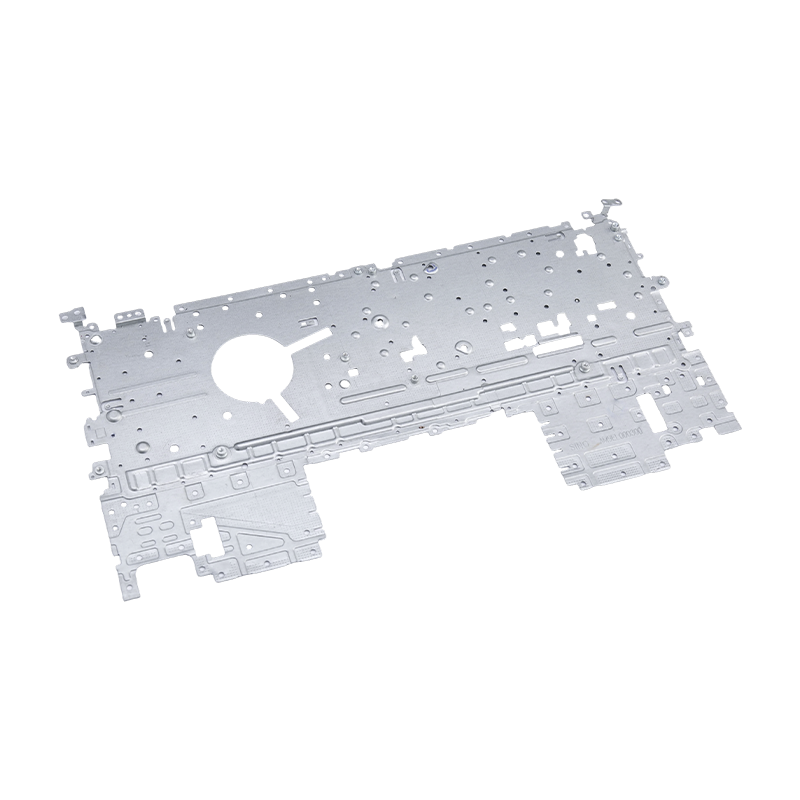
হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশগু...
শিল্প সংবাদ
বাড়ি / খবর / শিল্প সংবাদ / বডি প্যানেল থেকে ব্যাটারি কেসিং পর্যন্ত: অটোমোটিভ ডিপ ড্রয়িং এর পেছনের ইঞ্জিনিয়ারিং মারা গেছে
বডি প্যানেল থেকে ব্যাটারি কেসিং পর্যন্ত: অটোমোটিভ ডিপ ড্রয়িং এর পেছনের ইঞ্জিনিয়ারিং মারা গেছে
2026-04-21
স্বয়ংচালিত স্ট্যাম্পিং কি কি এবং কিভাবে তারা কাজ করে
অটোমোটিভ স্ট্যাম্পিং মারা যায় নিয়ন্ত্রিত প্লাস্টিকের বিকৃতির মাধ্যমে জটিল ত্রিমাত্রিক উপাদানে ফ্ল্যাট ধাতুর শীটগুলিকে আকার দিতে ব্যবহৃত নির্ভুল টুলিং সিস্টেম। বিভিন্ন প্রকারের মধ্যে, অঙ্কন মারা যায় এবং গভীর অঙ্কন মারা যায় ফাঁপা বা কাপ আকৃতির অংশ তৈরির জন্য সবচেয়ে গুরুত্বপূর্ণ — দরজার বাইরের প্যানেল এবং হুড থেকে ব্যাটারি ঘের এবং কাঠামোগত শক্তিবৃদ্ধি।
গভীর অঙ্কন প্রক্রিয়া একটি পাঞ্চ ব্যবহার করে একটি ডাই ক্যাভিটিতে একটি সমতল ধাতুর ফাঁকা চাপ দিয়ে কাজ করে, যখন একটি ফাঁকা ধারক ধাতব প্রবাহকে গাইড করতে এবং ত্রুটিগুলি প্রতিরোধ করতে নিয়ন্ত্রিত বল প্রয়োগ করে। অগভীর গঠনের বিপরীতে, গভীর অঙ্কন একটি অঙ্কন অনুপাত অর্জন করে — ফাঁকা ব্যাসের সাথে পাঞ্চ ব্যাসের অনুপাত — যা সাধারণত 2.5:1 ছাড়িয়ে যায়, যা তাদের প্রস্থের তুলনায় উল্লেখযোগ্যভাবে গভীর অংশের উত্পাদন সক্ষম করে। এই ক্ষমতা স্বয়ংচালিত অ্যাপ্লিকেশনের জন্য অপরিহার্য যেখানে জটিল জ্যামিতি এবং কাঠামোগত অখণ্ডতা অবশ্যই সহাবস্থান করতে হবে।
একটি সম্পূর্ণ ডাই সমাবেশে সাধারণত চারটি প্রধান উপাদান থাকে:
- দ ঘুষি , যা শারীরিকভাবে ধাতুকে বিকৃত করে নিচের দিকে গহ্বরে
- দ মারা (মহিলা ছাঁচ), যা গঠিত অংশের বাইরের আকৃতি এবং মাত্রা নির্ধারণ করে
- দ ফাঁকা ধারক , যা উপাদান প্রবাহ পরিচালনা করতে শীট মেটাল ফ্ল্যাঞ্জে সামঞ্জস্যযোগ্য চাপ প্রয়োগ করে
- দ মারা set (বেস এবং গাইড সমাবেশ), যা উত্পাদন চক্র জুড়ে সুনির্দিষ্ট প্রান্তিককরণ এবং পুনরাবৃত্তিযোগ্যতা নিশ্চিত করে
একসাথে, এই উপাদানগুলিকে অবশ্যই সহনশীলতার স্তরের সাথে ইঞ্জিনিয়ার করা উচিত যা সাধারণত অনুষ্ঠিত হয় ±0.02 মিমি , উচ্চ-ভলিউম উত্পাদন রান জুড়ে মাত্রিক নির্ভুলতা নিশ্চিত করে যা প্রতি বছর কয়েক হাজার অংশে পৌঁছাতে পারে।
হাই-পারফরম্যান্স ডিপ ড্রয়িংয়ের জন্য মূল ডিজাইনের মানদণ্ড মারা যায়
স্বয়ংচালিত ব্যবহারের জন্য কার্যকর গভীর অঙ্কন ডিজাইন করার জন্য একাধিক প্রতিযোগিতামূলক প্রকৌশল চাহিদার ভারসাম্য প্রয়োজন। দুর্বল ডিজাইন ক্র্যাকিং, কুঁচকে যাওয়া, স্প্রিংব্যাক, বা অকাল টুল পরিধানের দিকে পরিচালিত করে — যার সবকটিই সরাসরি উৎপাদন খরচ এবং ডাউনটাইম বাড়ায়। নিম্নলিখিত পরামিতিগুলি সামঞ্জস্যপূর্ণ, ত্রুটিমুক্ত আউটপুট অর্জনের জন্য কেন্দ্রীয়।
ব্ল্যাঙ্ক হোল্ডার ফোর্স কন্ট্রোল
ব্ল্যাঙ্ক হোল্ডার ফোর্স (বিএইচএফ) গভীর অঙ্কন প্রক্রিয়ার সবচেয়ে প্রভাবশালী ভেরিয়েবলগুলির মধ্যে একটি। অপর্যাপ্ত BHF এর ফলে শীট মেটাল বাকল এবং কুঁচকে যায় কারণ এটি ভিতরের দিকে প্রবাহিত হয়; অত্যধিক BHF উপাদানের প্রবাহকে সীমাবদ্ধ করে এবং পাঞ্চ ব্যাসার্ধে ছিঁড়ে বা ফাটল সৃষ্টি করে। আধুনিক স্বয়ংচালিত স্ট্যাম্পিং মারা যায় হাইড্রোলিক বা সার্ভো-নিয়ন্ত্রিত ফাঁকা হোল্ডার ব্যবহার করুন যা স্ট্রোক চক্র জুড়ে গতিশীলভাবে চাপ সামঞ্জস্য করতে সক্ষম - প্রায়শই গভীরতা এবং উপাদানের প্রকারের উপর নির্ভর করে সর্বাধিক শক্তির 20% থেকে 80% পর্যন্ত পরিবর্তিত হয়।
সারফেস ফিনিশ এবং ঘর্ষণ হ্রাস
ধাতব শীটের সংস্পর্শে থাকা ডাই সারফেসগুলিকে অবশ্যই একটি অতি-মসৃণ ফিনিস অর্জন করতে হবে যাতে ঘর্ষণ-প্ররোচিত পাতলা হওয়া এবং গলিত হওয়া কম হয়। উচ্চ কর্মক্ষমতা জন্য শিল্প মান গভীর অঙ্কন মারা যায় এর পৃষ্ঠের রুক্ষতা প্রয়োজন Ra ≤ 0.05μm , পলিশিং, হার্ড ক্রোম প্লেটিং, বা ফিজিক্যাল বাষ্প ডিপোজিশন (PVD) আবরণ যেমন TiCN বা DLC (হীরার মতো কার্বন) এর মাধ্যমে অর্জন করা হয়েছে। এই আবরণগুলিও উল্লেখযোগ্যভাবে হাতিয়ারের জীবনকে প্রসারিত করে, ভর উত্পাদন পরিবেশে প্রতিস্থাপনের ব্যবধান হ্রাস করে।
মডুলার টুলিং আর্কিটেকচার
মডুলার ডাই স্ট্রাকচারগুলি পৃথক উপাদানগুলিকে অনুমতি দেয় - যেমন পাঞ্চ, সন্নিবেশ বা ফাঁকা হোল্ডার সেগমেন্টগুলি - সম্পূর্ণ ডাই প্রতিস্থাপনের প্রয়োজন না করে স্বাধীনভাবে প্রতিস্থাপিত হতে পারে। শেয়ার্ড প্ল্যাটফর্মে একাধিক মডেল ভেরিয়েন্ট চালানো স্বয়ংচালিত OEMগুলির জন্য, মডুলারিটি টুলিং বিনিয়োগ 25-40% হ্রাস করে এবং পরিবর্তনের সময়কে ঘন্টা থেকে মিনিটে সংক্ষিপ্ত করে। এই নকশা পদ্ধতিটি রক্ষণাবেক্ষণের সময়সূচীকেও সহজ করে এবং প্রকৌশল পরিবর্তনের আদেশ (ইসিও) এর সাথে দ্রুত অভিযোজন সক্ষম করে।
প্রথাগত যানবাহন বনাম বৈদ্যুতিক যানবাহনে অ্যাপ্লিকেশন
যদিও গভীর অঙ্কনের মৌলিক মেকানিক্স সামঞ্জস্যপূর্ণ থাকে, তবে ঐতিহ্যবাহী যানবাহন এবং বৈদ্যুতিক যানের (EVs) নির্দিষ্ট প্রয়োজনীয়তাগুলি উল্লেখযোগ্যভাবে পৃথক হয় - যা উপাদান, জ্যামিতি এবং কাঠামোগত অগ্রাধিকারের পার্থক্যকে প্রতিফলিত করে।
| প্যারামিটার | ঐতিহ্যবাহী যানবাহন | বৈদ্যুতিক যানবাহন |
|---|---|---|
| প্রাথমিক উপকরণ | হালকা ইস্পাত, HSLA ইস্পাত | অ্যালুমিনিয়াম খাদ, ম্যাগনেসিয়াম-অ্যালুমিনিয়াম খাদ |
| সাধারণ অঙ্কন অনুপাত | 1.8:1 - 2.2:1 | 2.5:1 এবং তার উপরে |
| মূল গঠিত উপাদান | দরজা প্যানেল, হুড, ট্রাঙ্ক ঢাকনা | ব্যাটারি কেসিং, মোটর হাউজিং, মেঝে ট্রে |
| সহনশীলতার প্রয়োজনীয়তা | ±0.05 মিমি (বডি প্যানেল) | ±0.02 মিমি (battery enclosures) |
| ডাই উপাদান চ্যালেঞ্জ | ইস্পাত গঠনের জন্য প্রতিরোধের পরেন | নরম খাদ সঙ্গে Galling প্রতিরোধ |
EV-নির্দিষ্ট অ্যাপ্লিকেশনের জন্য, অঙ্কন মারা যায় ম্যাগনেসিয়াম-অ্যালুমিনিয়াম খাদ ব্যাটারি casings জন্য ডিজাইন অনন্য চ্যালেঞ্জ সম্মুখীন. এই লাইটওয়েট অ্যালয়গুলির স্টিলের তুলনায় কম নমনীয়তা রয়েছে এবং স্প্রিংব্যাক এবং সারফেস স্কোরিংয়ের ঝুঁকি বেশি। এই উপাদানগুলির জন্য ডাইসগুলিকে সাধারণত উত্তপ্ত টুলিং (200-300°C তাপমাত্রায় উষ্ণ গঠন) দিয়ে তৈরি করা হয় যাতে উপাদানের প্রবাহ উন্নত হয়, সাথে বিশেষ লুব্রিকেন্ট ডেলিভারি চ্যানেলগুলিকে ডাই স্ট্রাকচারে একীভূত করা হয় যাতে দীর্ঘ উত্পাদন চলাকালীন ধারাবাহিক ঘর্ষণ পরিস্থিতি বজায় রাখা যায়।
সিমুলেশন টেকনোলজিস অ্যান্ড ইন্টেলিজেন্ট মনিটরিং ইন ডাই ইঞ্জিনিয়ারিং
আধুনিক স্বয়ংচালিত স্ট্যাম্পিং মারা যায় কোনো শারীরিক টুলিং তৈরি করার আগে উন্নত সিমুলেশন প্ল্যাটফর্মের সাথে একযোগে বিকশিত হয়। সীমিত উপাদান বিশ্লেষণ (এফইএ) সফ্টওয়্যার — অটোফর্ম, পাম-স্ট্যাম্প এবং এলএস-ডিওয়াইএনএর মতো সরঞ্জামগুলি সহ — প্রকৌশলীদের কার্যত সমগ্র গঠন প্রক্রিয়া অনুকরণ করতে, পাতলা বন্টন, কুঁচকানো ঝুঁকি অঞ্চল, স্প্রিংব্যাক ম্যাগনিটিউড, এবং উচ্চ অ্যাকুরা সহ ফাঁকা ধারক চাপের প্রয়োজনীয়তা অনুমান করতে দেয়৷
একটি জটিল গভীর আঁকা উপাদানের জন্য একটি সাধারণ সিমুলেশন ওয়ার্কফ্লো অন্তর্ভুক্ত:
- উপাদান চরিত্রায়ন ইনপুট - নির্দিষ্ট খাদ এবং মেজাজের জন্য ফলন শক্তি, এন-মান (স্ট্রেন শক্ত করার সূচক), আর-মান (প্লাস্টিক অ্যানিসোট্রপি অনুপাত)
- ফর্মিং লিমিট ডায়াগ্রাম (এফএলডি) বিশ্লেষণ - গঠিত অংশের মধ্যে নিরাপদ, প্রান্তিক এবং ব্যর্থতা অঞ্চল চিহ্নিত করা
- স্প্রিংব্যাক ক্ষতিপূরণ মডেলিং — ইলাস্টিক পুনরুদ্ধারের পূর্বাভাস দেওয়া এবং চূড়ান্ত নেট আকৃতি অর্জনের জন্য প্রাক-ক্ষতিপূরণকারী ডাই জ্যামিতি
- ভার্চুয়াল পুনরাবৃত্তি চেষ্টা ডাই শারীরিক পরীক্ষা চক্র 10-15 থেকে কমিয়ে প্রতি অংশে 5-এর কম করে, উল্লেখযোগ্য সময় এবং উপাদান খরচ সাশ্রয় করে
ডিজাইনের বাইরে, বুদ্ধিমান পর্যবেক্ষণ সিস্টেমগুলি ক্রমবর্ধমানভাবে উত্পাদনের মধ্যে এমবেড করা হচ্ছে গভীর অঙ্কন মারা যায় নিজেদের পাইজোইলেক্ট্রিক ফোর্স সেন্সরগুলি রিয়েল-টাইম ফাঁকা ধারক বল বন্টন পরিমাপ করে, যখন শাব্দ নির্গমন সেন্সর ত্রুটিপূর্ণ অংশগুলি তৈরি হওয়ার আগে গ্যালিং বা উপাদান ক্র্যাকিংয়ের প্রাথমিক লক্ষণ সনাক্ত করে। এই সেন্সরগুলি থেকে ডেটা ম্যানুফ্যাকচারিং এক্সিকিউশন সিস্টেমে (MES), ক্লোজড-লুপ প্রসেস কন্ট্রোল সক্ষম করে যা প্রেস প্যারামিটারগুলিকে গতিশীলভাবে সামঞ্জস্য করে — ডাইমেনশনাল স্থায়িত্ব বজায় রাখে এমনকি উপাদান ব্যাচের বৈশিষ্ট্যগুলি কয়েল লটের মধ্যে পরিবর্তিত হয়।
দীর্ঘ হাতিয়ার জীবনের জন্য উপাদান নির্বাচন এবং পৃষ্ঠ চিকিত্সা
এর পরিষেবা জীবন অঙ্কন মারা যায় উচ্চ-ভলিউম স্বয়ংচালিত উত্পাদন একটি গুরুত্বপূর্ণ অর্থনৈতিক কারণ। একটি সাধারণ বডি প্যানেল ডাই সেট বড় সংস্কারের প্রয়োজনের আগে 500,000 থেকে 1,000,000 অংশ উত্পাদন করবে বলে আশা করা যেতে পারে। এটি অর্জনের জন্য ওয়ার্কপিস উপাদান এবং উত্পাদন ভলিউমের সাথে মিলিত ডাই উপকরণ এবং পৃষ্ঠের চিকিত্সার যত্ন সহকারে নির্বাচন করা প্রয়োজন।
স্বয়ংচালিত স্ট্যাম্পিংয়ে ব্যবহৃত সাধারণ ডাই উপকরণগুলির মধ্যে রয়েছে:
- নমনীয় ঢালাই লোহা (GGG70L) - কম থেকে মাঝারি ভলিউমের জন্য সাশ্রয়ী মূল্যের, ভাল মেশিনিবিলিটি কিন্তু কম কঠোরতা (চিকিৎসার পরে 58-62 HRC)
- টুল ইস্পাত (D2, DC53) — উচ্চ কঠোরতা এবং পরিধান প্রতিরোধের, উচ্চ ভলিউম ইস্পাত গঠনের জন্য পছন্দ ডাই
- কার্বাইড সন্নিবেশ - উচ্চ পরিধানের যোগাযোগ অঞ্চলে প্রয়োগ করা হয় যেমন ডাই রেডিআই এবং ড্র বিডস, শুধুমাত্র টুল স্টিলের তুলনায় স্থানীয় পরিষেবা জীবন 3-5× প্রসারিত করে
- অ্যালুমিনিয়াম ব্রোঞ্জ অ্যালয় — অ্যালুমিনিয়াম বা ম্যাগনেসিয়াম ওয়ার্কপিস তৈরির জন্য ব্যবহৃত হয়, ভিন্ন উপাদানের জোড়ার কারণে গলদ রোধ করে
মেশিনিং এবং তাপ চিকিত্সার পরে প্রয়োগ করা পৃষ্ঠ চিকিত্সা আরও কর্মক্ষমতা উন্নত করে। নাইট্রাইডিং মূল দৃঢ়তা বজায় রেখে পৃষ্ঠের কঠোরতা 70 HRC-তে বৃদ্ধি করে। PVD আবরণ যেমন TiAlN 3,000 HV-এর বেশি কঠোরতা প্রদান করে এবং ঘর্ষণ সহগকে ~0.15 থেকে 0.05-এর নীচে কমিয়ে দেয় — সরাসরি EV লাইটওয়েট উপাদানগুলিতে হ্রাস পাতলা করার জন্য অনুবাদ করা হয় যেখানে ব্যাটারি কেসিং সিলিং এবং কাঠামোগত কর্মক্ষমতার জন্য প্রাচীরের পুরুত্ব অভিন্নতা গুরুত্বপূর্ণ।
লাইটওয়েটিং এবং উচ্চ-শক্তি প্রবণতার জন্য স্বয়ংচালিত স্ট্যাম্পিং মানিয়ে নেওয়া
স্বয়ংচালিত শিল্পের লাইটওয়েটিংয়ের দিকে ত্বরান্বিত স্থানান্তর — EV পরিসরের দক্ষতা এবং নির্গমন বিধি উভয় দ্বারা চালিত — মৌলিকভাবে স্থাপিত চাহিদাগুলিকে পুনর্নির্মাণ করছে স্বয়ংচালিত স্ট্যাম্পিং মারা যায় . 1,000 MPa-এর উপরে প্রসার্য শক্তি সহ উন্নত উচ্চ-শক্তি স্টিল (AHSS), সেইসাথে 6xxx এবং 7xxx সিরিজের অ্যালুমিনিয়াম অ্যালয়গুলি, কাঠামোগত অ্যাপ্লিকেশনগুলিতে ক্রমবর্ধমানভাবে প্রচলিত হালকা ইস্পাত প্রতিস্থাপন করছে। এই উপকরণগুলির জন্য তাদের পূর্বসূরীদের তুলনায় উল্লেখযোগ্যভাবে উচ্চতর গঠন শক্তি, আরও সুনির্দিষ্ট BHF নিয়ন্ত্রণ এবং উন্নত স্প্রিংব্যাক ক্ষতিপূরণ কৌশল প্রয়োজন।
এই বিকশিত বাজারে সরবরাহকারী নির্মাতাদের জন্য, প্রতিক্রিয়া বহু-দিকনির্দেশক হয়েছে। বিচ্যুতি-প্ররোচিত মাত্রিক ত্রুটি ছাড়াই বর্ধিত ফর্মিং লোড সহ্য করার জন্য ডাই স্ট্রাকচারগুলিকে উচ্চতর দৃঢ়তার সাথে পুনরায় ডিজাইন করা হচ্ছে। অ্যালুমিনিয়াম এবং বোরন স্টিলের উষ্ণ বা গরম গঠনের জন্য কুলিং এবং হিটিং চ্যানেলগুলি ডাই বডিতে একীভূত করা হচ্ছে। এবং সিমুলেশন-চালিত ট্রাইআউট প্রক্রিয়াগুলি বিকাশের টাইমলাইনগুলিকে সংকুচিত করছে এমনকি আংশিক জটিলতা বৃদ্ধির সাথে সাথে।
শেষ পর্যন্ত, গভীর অঙ্কন মারা যায় পরবর্তী প্রজন্মের স্বয়ংচালিত এবং ইভি উপাদানগুলির জন্য একই সাথে কঠোর সহনশীলতা, দীর্ঘ পরিষেবা জীবন, দ্রুত সেটআপ এবং উন্নত উপকরণের বিস্তৃত পরিসরের সাথে সামঞ্জস্যতা প্রদান করতে হবে। এই ভারসাম্য অর্জনের জন্য একটি সমন্বিত প্রকৌশল পদ্ধতির প্রয়োজন — যথার্থ উত্পাদন, উন্নত আবরণ, রিয়েল-টাইম প্রক্রিয়া পর্যবেক্ষণ, এবং উপাদান বিজ্ঞানের দক্ষতার সমন্বয় — যা অটোমোটিভ শিল্পের রূপান্তরের মূল সক্ষমকারী হিসাবে গভীর অঙ্কন ডাই প্রযুক্তিকে অবস্থান করে৷

আগের পোস্ট
ধাতু স্ট্যাম্পিং অংশ: প্রকার এবং অ্যাপ্লিকেশন
পরবর্তী পোস্ট
কেন অ্যালুমিনিয়াম খাদ ইলেকট্রনিক স্ট্যাম্পিং অংশগুলিতে ইস্পাত প্রতিস্থাপন করছে?
আমাদের পণ্য।
এখানে একটি OEM প্রস্তুতকারকের সাথে আপনার ব্যবসা শুরু করুন!
বিশ্বব্যাপী গ্রাহকদের সম্পূর্ণ টার্ন-কি সমাধান প্রদান করুন
মাধ্যমে
উদ্ভাবন!
দ্রুত লিঙ্ক
আমাদের সম্পর্কে
সংবাদ
যোগাযোগের তথ্য।
-
 +৮৬-১৩৯ ১৩০৮ ৮৯৭২
+৮৬-১৩৯ ১৩০৮ ৮৯৭২ -

-
 নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
কপিরাইট © Suzhou Shuangqisi ছাঁচ সরঞ্জাম কোং, লি. সর্বস্বত্ব সংরক্ষিত। কাস্টম স্ট্যাম্পিং ডাই মেটাল স্ট্যাম্পিং ডাই নির্মাতারা
