-
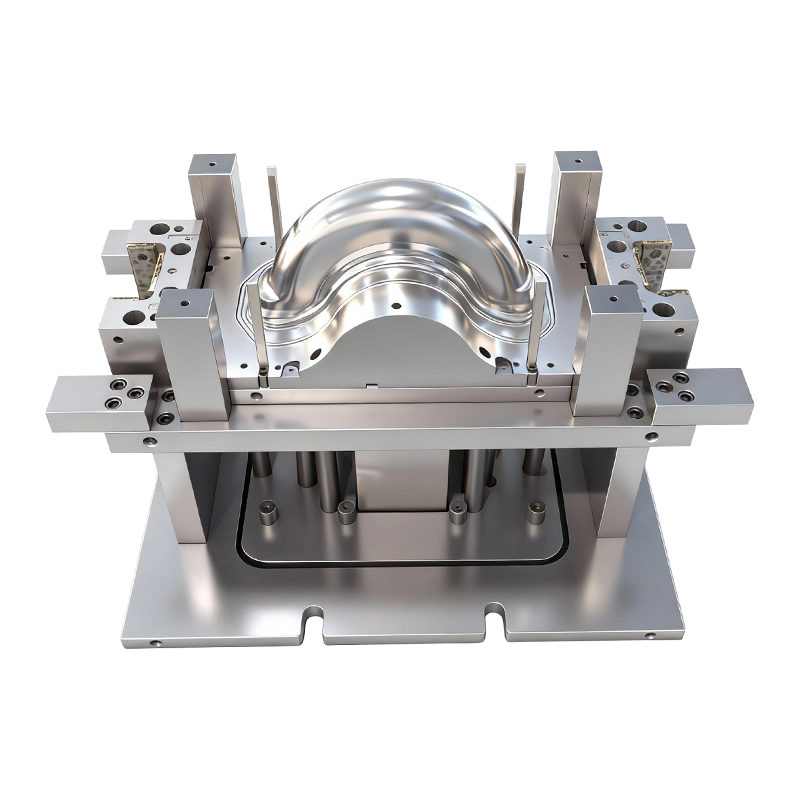
দ্বি-চাকার বৈদ্যুতিক গাড়ির সামনে এবং পিছনের চাকার জন্য গভীর অঙ্কন ছাঁচ
দ্বি-চাকার বৈদ্যুতিক যানবাহনের সামনে এবং পিছনের...
-
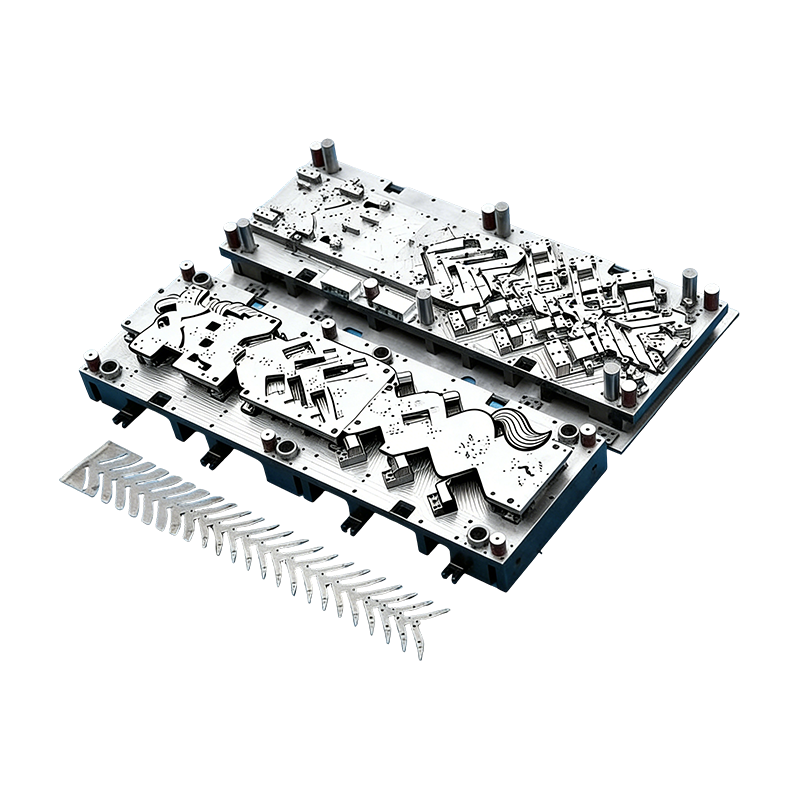
স্বয়ংচালিত অংশগুলির জন্য প্রগতিশীল ছাঁচ
স্বয়ংচালিত মোটর হাউজিংয়ের জন্য এই ক্রমাগত ছাঁ...
-
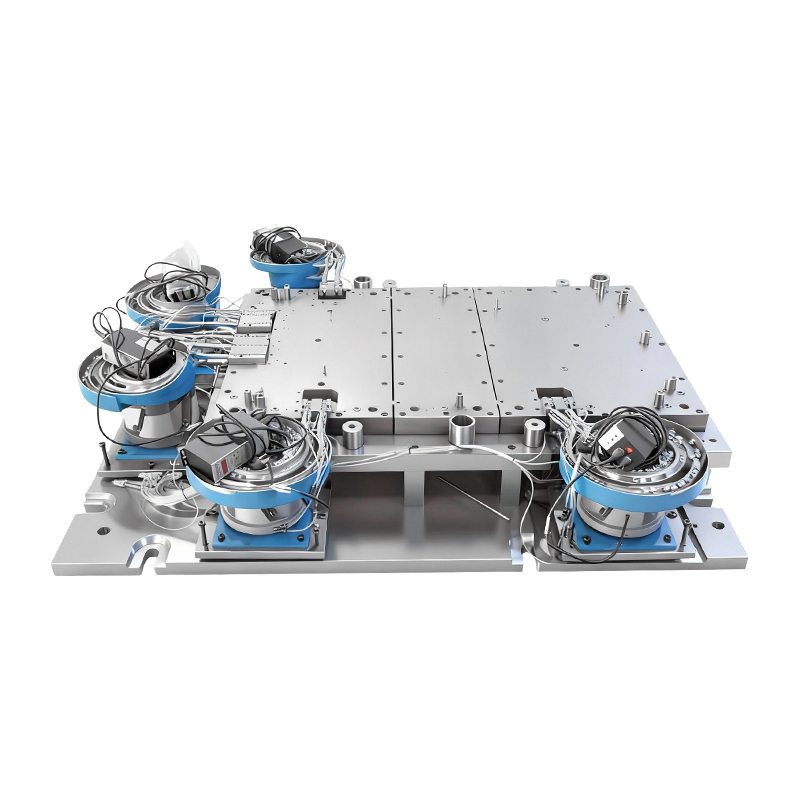
বড় কম্পিউটার মেশিন বেস জন্য স্বয়ংক্রিয় riveting ছাঁচ
বড় কম্পিউটার মেশিন বেসের জন্য এই স্বয়ংক্রিয় ...
-
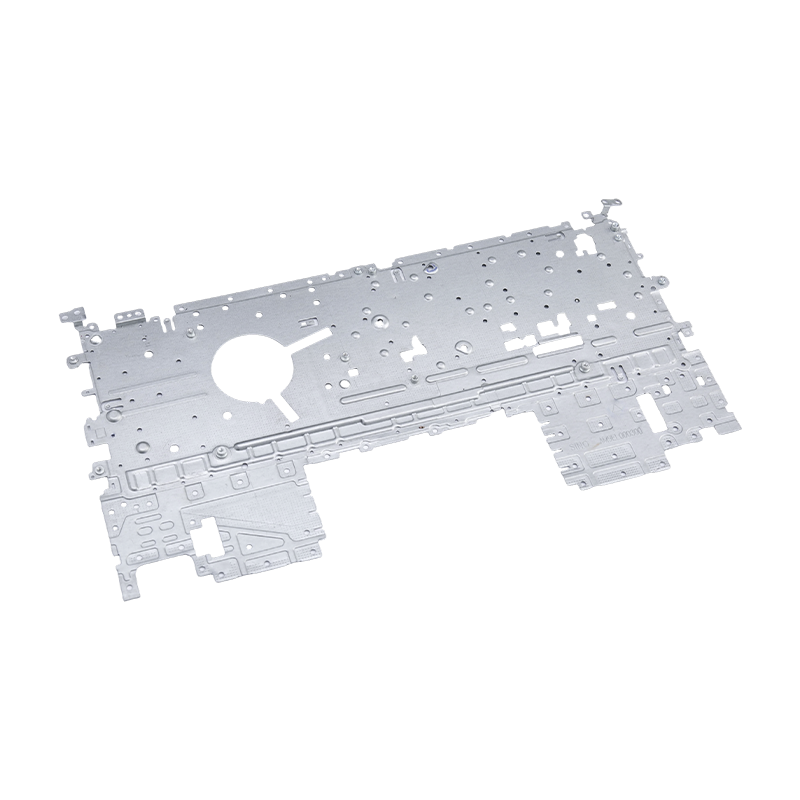
ল্যাপটপ স্ট্যাম্পিং অংশ
আমাদের ল্যাপটপ স্ট্যাম্পিং অংশগুলি হল ল্যাপটপ চ...
-
হাই-এন্ড ওভেন স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড ওভেন স্ট্যাম্পিং পার্টস হল প্রি...
-
হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশ
আমাদের হাই-এন্ড বড় কম্পিউটার স্ট্যাম্পিং অংশগু...
শিল্প সংবাদ
বাড়ি / খবর / শিল্প সংবাদ / অটোমোটিভ সিট স্ট্যাম্পিং পার্টস: উচ্চ-নির্ভুল উত্পাদন, লোড বিয়ারিং এবং উপাদান নির্বাচন
অটোমোটিভ সিট স্ট্যাম্পিং পার্টস: উচ্চ-নির্ভুল উত্পাদন, লোড বিয়ারিং এবং উপাদান নির্বাচন
2026-06-04
একটি গাড়ী দরজা প্যানেল ফ্লাশ ফিট এবং ভাল দেখতে প্রয়োজন. একটি সীট ফ্রেম স্ট্যাম্পিং এর জন্য আরও অনেক কিছু করতে হবে: এটিকে অবশ্যই একজন দখলকারীর স্থির ওজনকে কয়েক হাজার চক্রের মধ্যে বহন করতে হবে, হার্ড ব্রেকিং এবং রুক্ষ রাস্তার গতিশীল শক্তিগুলিকে শোষণ করতে হবে এবং এর জ্যামিতিকে যথেষ্ট সুনির্দিষ্টভাবে ধরে রাখতে হবে যাতে সিট বেল্ট অ্যাঙ্কর, রিক্লাইনার মেকানিজম এবং স্লাইড রেল সব ঠিক মতো কাজ করে। কাঠামোগত, ক্লান্তি এবং মাত্রিক প্রয়োজনীয়তার সংমিশ্রণ তৈরি করে স্বয়ংচালিত আসন মুদ্রাঙ্কন অংশ সবচেয়ে চাহিদাপূর্ণ উপাদানগুলির মধ্যে একটি নির্ভুল ধাতু স্ট্যাম্পার তৈরি করবে - এবং একটি প্রস্তুতকারকের ইঞ্জিনিয়ারিং গভীরতার একটি স্পষ্ট সূচক।
এই নিবন্ধটি পাঁচটি ইঞ্জিনিয়ারিং মাত্রা পরীক্ষা করে যা নির্ধারণ করে যে একটি সিট ফ্রেম স্ট্যাম্পিং গাড়ির পরিষেবা জীবন জুড়ে নির্ভরযোগ্যভাবে কাজ করে কিনা: সহনশীলতার প্রয়োজনীয়তা, উপাদান নির্বাচন, ডাই নির্ভুলতা, লোড কর্মক্ষমতা এবং বহু-গাড়ির সামঞ্জস্যতা।

কেন স্বয়ংচালিত আসন স্ট্যাম্পিং অংশগুলি বেশিরভাগ শরীরের উপাদানগুলির তুলনায় কঠোর সহনশীলতার সম্মুখীন হয়
বডি প্যানেল স্ট্যাম্পিং প্রাথমিকভাবে পৃষ্ঠের চেহারা এবং ফিট উপর মূল্যায়ন করা হয়. 0.5 মিমি খুব প্রশস্ত একটি ফাঁক দৃশ্যমান; একটি ফাঁক যা 0.3 মিমি খুব সংকীর্ণ একটি সমাবেশ হস্তক্ষেপ তৈরি করে। উভয়ই অগ্রহণযোগ্য, কিন্তু কোনটিই নিরাপত্তার সমস্যা নয়। সিট ফ্রেম স্ট্যাম্পিংগুলি একটি মৌলিকভাবে ভিন্ন ব্যর্থতার মোডে কাজ করে: একটি কাঠামোগত উপাদানে মাত্রিক ত্রুটি হ্রাস লোড ক্ষমতা, ভুল-সংযুক্ত নিরাপত্তা-সমালোচনামূলক ইন্টারফেস এবং অকাল ক্লান্তি ক্র্যাকিংয়ের মধ্যে প্রচার করে।
রিক্লাইনার মেকানিজম মাউন্টিং বন্ধনী বিবেচনা করুন। রিক্লাইনার তার লকিং দাঁতগুলিকে সামঞ্জস্যের পুরো চাপ জুড়ে সমানভাবে নিযুক্ত করে তা নিশ্চিত করার জন্য এর বল্টের গর্তগুলি অবশ্যই একটি মিলিমিটারের ভগ্নাংশের মধ্যে স্থাপন করা উচিত। একটি স্থানান্তরিত গর্ত প্যাটার্ন লকিং মেকানিজমের উপর উদ্ভট লোডিং তৈরি করে — অবিলম্বে স্পষ্ট নয়, তবে আসনের জীবনকে ক্রমান্বয়ে অবনমিত করে। একই যুক্তি স্লাইড রেল সংযুক্তি পয়েন্টের ক্ষেত্রে প্রযোজ্য, যা অবশ্যই উভয় রেলের সাথে সমান্তরালভাবে দখলকারী লোড বিতরণ করতে হবে; কোনো অসামঞ্জস্য এক সংযুক্তিতে চাপকে কেন্দ্রীভূত করে এবং পরিধান বা ক্লান্তি ব্যর্থতাকে ত্বরান্বিত করে।
জন্য সহনশীলতা মান স্বয়ংচালিত সিট স্ট্যাম্পিং যন্ত্রাংশ স্বয়ংচালিত নিরাপত্তা মান উত্পাদিত তাই সাধারণ বডি স্ট্যাম্পিংয়ের চেয়ে কঠোর — এবং কেবলমাত্র প্রথম নিবন্ধ পরিদর্শনে নয় বরং উত্পাদন রান জুড়ে প্রয়োগ করা হয়, কারণ প্রাথমিক এবং দেরী উত্পাদন অংশগুলির মধ্যে পার্থক্য এসেম্বলি লাইন থ্রুপুট এবং শেষ-অফ-লাইন সামঞ্জস্যের সময়কে প্রভাবিত করে।
উচ্চ-শক্তি ইস্পাত বনাম অ্যালুমিনিয়াম খাদ: আসন ফ্রেম স্ট্যাম্পিংয়ের জন্য সঠিক উপাদান নির্বাচন করা
সীট ফ্রেম স্ট্যাম্পিংয়ের জন্য উপাদানগত সিদ্ধান্তটি সম্পূর্ণ আসনের জন্য প্রয়োগ করা একক পছন্দ নয় - এটি একটি উপাদান দ্বারা উপাদান অপ্টিমাইজেশান যা শক্তির প্রয়োজনীয়তা, জটিলতা গঠন, ওজন লক্ষ্য এবং খরচের ভারসাম্য বজায় রাখে।
উচ্চ শক্তি ইস্পাত স্ট্রাকচারাল সীট ফ্রেম উপাদানের জন্য প্রভাবশালী উপাদান অবশেষ. 600-1,500 MPa এর প্রসার্য শক্তি সহ উন্নত উচ্চ-শক্তির স্টিল (AHSS) স্থায়ীভাবে স্বয়ংচালিত আসন সুরক্ষা মানদণ্ডে নির্দিষ্ট 530 Nm পশ্চাদগামী টর্ক লোড সহ্য করার জন্য রিক্লাইনার ব্র্যাকেট, সিট প্যান শক্তিশালীকরণ এবং সিট ব্যাক ফ্রেমের জন্য প্রয়োজনীয় ফলন শক্তি প্রদান করে। উপাদানের উচ্চ দৃঢ়তা একটি সামনের সংঘর্ষের সময় সিট বেল্টের লোডগুলি সিট ফ্রেমের মাধ্যমে প্রেরণ করার সময় উত্পন্ন নমন মুহুর্তগুলিকেও প্রতিরোধ করে। ট্রেড-অফ হল যে উচ্চ-শক্তির স্টিলের জন্য আরও সক্ষম টুলিংয়ের প্রয়োজন হয় — উচ্চ প্রেস টনেজ, নির্ভুল ডাই মেটেরিয়াল এবং সাবধানে ফাঁকা হোল্ডার ফোর্স ম্যানেজমেন্ট — কারণ হালকা ইস্পাতের তুলনায় তাদের কম নমনীয়তা ক্র্যাকিং হওয়ার আগে ত্রুটি তৈরির জন্য কম মার্জিন ছেড়ে দেয়।
অ্যালুমিনিয়াম খাদ আসন উপাদানগুলির জন্য ক্রমবর্ধমানভাবে নির্দিষ্ট করা হয়েছে যেখানে ওজন হ্রাস করা অগ্রাধিকার, বিশেষ করে বৈদ্যুতিক যানবাহনে যেখানে পরিসীমা দক্ষতা উচ্চতর উপাদান এবং টুলিং খরচকে ন্যায়সঙ্গত করে। অ্যালুমিনিয়াম সিট ফ্রেম স্ট্যাম্পিং ইস্পাত সমতুল্য তুলনায় 30-40% উপাদান ওজন কমাতে পারে। চ্যালেঞ্জ হল যে অ্যালুমিনিয়ামের কম ফলন শক্তির জন্য সাধারণত সমতুল্য কাঠামোগত কর্মক্ষমতা অর্জনের জন্য মোটা অংশ বা ডিজাইনের শক্তিবৃদ্ধির প্রয়োজন হয় - আংশিকভাবে ওজন সুবিধার অফসেটিং। গঠনের সময় এর বৃহত্তর স্প্রিংব্যাক ডাইমেনশনাল নির্ভুলতা বজায় রাখার জন্য আরও সুনির্দিষ্ট ডাই ক্ষতিপূরণ এবং ঘনিষ্ঠ প্রক্রিয়া নিয়ন্ত্রণের দাবি করে।
অনুশীলনে, সিট অ্যাসেম্বলিগুলি প্রায়শই উভয়কে একত্রিত করে: প্রাথমিক লোড পাথের জন্য উচ্চ-শক্তির ইস্পাত (ব্যাক ফ্রেম, রিক্লাইনার ব্র্যাকেট, সিটবেল্ট অ্যাঙ্কর রিইনফোর্সমেন্ট) এবং সেকেন্ডারি স্ট্রাকচারের জন্য অ্যালুমিনিয়াম অ্যালয় যেখানে ওজন কমানোর একটি স্পষ্ট সুবিধা রয়েছে এবং পিক লোড কম (কুশন প্যান সাইড মেম্বার, হেডরেস্ট গাইড ব্র্যাকেট)।
কিভাবে উচ্চ-নির্ভুলতা স্ট্যাম্পিং মারা যায় লোড-ভারবহন ক্ষমতা নির্ধারণ করে
স্ট্যাম্পযুক্ত সিট ফ্রেমের অংশের যান্ত্রিক বৈশিষ্ট্যগুলি আংশিকভাবে কাঁচামাল দ্বারা এবং আংশিকভাবে স্ট্যাম্পিং প্রক্রিয়া দ্বারা নির্ধারিত হয়। একটি ডাই যা অসামঞ্জস্যপূর্ণ প্রাচীরের পুরুত্ব তৈরি করে — অসম ফাঁকা ধারক বল, জীর্ণ পাঞ্চ রেডিআই, বা পাঞ্চ এবং ডাইয়ের মধ্যে অস্পষ্ট ক্লিয়ারেন্সের মাধ্যমে — স্ট্যাম্পযুক্ত অংশে স্থানীয় পাতলাকরণ তৈরি করে। এই পাতলা অঞ্চলগুলি স্ট্রেসের ঘনত্বে পরিণত হয়: স্ট্যাটিক ওভারলোডের অধীনে প্রথম অবস্থানগুলি এবং চক্রীয় লোডিংয়ের অধীনে ক্লান্তি ফাটলগুলির জন্য সূচনা সাইটগুলি।
এটি মধ্যে সরাসরি যান্ত্রিক লিঙ্ক ডাই নির্ভুলতা এবং সীট স্ট্যাম্পিং লোড-ভারবহন ক্ষমতা . 0.002 মিমি নির্ভুলতার জন্য একটি ডাই মেশিন করা তার সমালোচনামূলক গঠনের পৃষ্ঠতলের ড্র গভীরতা জুড়ে সামঞ্জস্যপূর্ণ প্রাচীর বেধ সহ অংশ তৈরি করে। অকুপ্যান্ট লোডটি পুরো বিভাগে সমানভাবে বিতরণ করা হয়, কাজের চাপ উপাদানের ক্লান্তি সীমার নীচে ভাল থাকে এবং অংশটি তার নকশা জীবনের লক্ষ্য পূরণ করে। জীর্ণ বা অপ্রত্যাশিতভাবে মেশিনযুক্ত রেডিআই সহ একটি ডাই এমন অংশ তৈরি করে যেখানে পাতলা হওয়া ঘনীভূত হয়, স্থানীয় চাপ উন্নত হয় এবং ক্লান্তি জীবন হ্রাস পায় - প্রায়শই রুটিন পরিদর্শন দ্বারা সনাক্ত করা যায় এমন কোন মাত্রিক অসঙ্গতি ছাড়াই।
প্রান্ত মানের একই তাত্পর্য আছে. নিস্তেজ বা খারাপভাবে ফিট করা টুলিং থেকে পাঞ্চ করা প্রান্তে বুরস এবং মাইক্রো-ফাটল ক্র্যাক ইনিশিয়েশন সাইট হিসাবে কাজ করে। স্বাভাবিক ড্রাইভিং-এর সাইক্লিক লোডিংয়ের অধীনে — রাস্তার কম্পন, আসন সামঞ্জস্য চক্র, যাত্রী প্রবেশ এবং বের হওয়া — এই প্রান্তের ত্রুটিগুলি বেস উপাদানে ক্লান্তি ফাটলে ছড়িয়ে পড়ে। নির্ভুল টুলিং দ্বারা উত্পাদিত মসৃণ, ভাল-সমর্থিত শিয়ার প্রান্তগুলি এই ব্যর্থতা মোডকে দূর করে।
জন্য স্বয়ংচালিত এবং বৈদ্যুতিক যানবাহন গভীর অঙ্কন আসন ফ্রেম উপাদান জন্য মারা যায় , টুলিংয়ের নকশা এবং উত্পাদন গুণমান তাই এটি তৈরি করা অংশগুলির কাঠামোগত কার্যকারিতা থেকে পৃথক করা যায় না।
স্ট্যাটিক এবং ডাইনামিক লোড পারফরম্যান্স: কি সিট স্ট্যাম্পিং অংশগুলি অবশ্যই সহ্য করতে হবে
সিট ফ্রেমের স্ট্যাম্পিংগুলি তিনটি স্বতন্ত্র শ্রেনীর লোড বহন করে, যার প্রতিটির নকশা এবং উপাদানের স্পেসিফিকেশনের জন্য আলাদা প্রভাব রয়েছে।
স্ট্যাটিক লোড দখলকারীর টেকসই ওজনের প্রতিনিধিত্ব করে — সাধারণত 75-100 কেজি একজন একক বাসিন্দার জন্য, সিট কুশন এবং পিঠের মাধ্যমে ক্রমাগত কাজ করে। এই লোডগুলি স্বাভাবিক ব্যবহারের সময় স্থায়ী বিকৃতি রোধ করার জন্য ন্যূনতম ক্রস-বিভাগীয় এলাকা এবং উপাদান উত্পাদন শক্তি নির্ধারণ করে। স্ট্যাটিক লোড কর্মক্ষমতা পরীক্ষা এবং যাচাই করা সহজ, এবং "স্ট্যাটিক ওভারলোড" এর জন্য দায়ী বেশিরভাগ সিট স্ট্যাম্পিং ব্যর্থতা আসলে ক্লান্তি ব্যর্থতা যা দৃশ্যমান বিকৃতি দেখা দেওয়ার আগে কিছু সময়ের জন্য ত্বরান্বিত হয়েছে।
গতিশীল লোড গাড়ির ত্বরণ, ব্রেকিং, কর্নারিং এবং রাস্তার পৃষ্ঠের অনিয়ম থেকে উদ্ভূত হয়। 1g ডিলেরেশনে হার্ড ব্রেক করার সময়, একজন 75 কেজি দখলকারীর সামনের জড়তা সিটের পিছনে এবং রিক্লাইনার মেকানিজম এবং পিছনের ফ্রেমের স্ট্যাম্পিংয়ের মাধ্যমে প্রায় 750 N লোড তৈরি করে। রুক্ষ রাস্তার উপরিভাগে, 2-3g এর উল্লম্ব ত্বরণ সম্ভব, গাড়ির জীবনকাল ধরে 1-20 Hz ফ্রিকোয়েন্সিতে সিট ফ্রেমে সাইকেল চালানো হাজার হাজার ঘন্টার জন্য। কম্পন প্রতিরোধ - এই চক্রাকার লোডিংয়ের অধীনে স্ট্যাম্পযুক্ত কাঠামোর জ্যামিতি এবং যান্ত্রিক বৈশিষ্ট্যগুলি বজায় রাখার ক্ষমতা - একটি কার্যক্ষমতার মাত্রা যা প্রাথমিক নকশা পর্যালোচনাগুলিতে প্রায়শই অবমূল্যায়ন করা হয় তবে দীর্ঘমেয়াদী স্থায়িত্ব পরীক্ষায় দৃশ্যমান হয়৷
ক্র্যাশ লোড সবচেয়ে খারাপ অবস্থার প্রতিনিধিত্ব করে। লোড করা সিট বেল্টের সাথে 50 কিমি/ঘন্টা সামনের সংঘর্ষে, সিট ফ্রেমটিকে অবশ্যই যাত্রীর গতিশক্তিকে গাড়ির কাঠামোর মধ্যে স্থানান্তর করতে হবে যাতে যাত্রীকে আহত করতে পারে এমন আসন স্থানচ্যুতিকে ফ্র্যাকচার বা অনুমতি না দিয়ে। এই লোডগুলি গতিশীল ড্রাইভিং লোডের চেয়ে বেশি মাত্রার একটি অর্ডার, এবং সিট বেল্ট অ্যাঙ্কর, ব্যাক ফ্রেম এবং স্লাইড রেল লকিং মেকানিজমের স্ট্যাম্প করা অংশগুলি প্রাথমিক লোডের পথে রয়েছে৷
একই সাথে তিনটি লোড বিভাগ পূরণের জন্য প্রয়োজন যে স্ট্যাম্পিং প্রক্রিয়াটি মাত্রিক নির্ভুলতা এবং সামঞ্জস্যপূর্ণ যান্ত্রিক বৈশিষ্ট্য উভয়ই সরবরাহ করে — এই কারণেই উপাদানের সন্ধানযোগ্যতা এবং প্রক্রিয়াধীন পুরুত্ব পর্যবেক্ষণ স্বয়ংচালিত আসন উপাদান সরবরাহ শৃঙ্খলে আদর্শ প্রয়োজনীয়তা।
বহু-বাহন সামঞ্জস্য এবং OEM মাত্রিক নির্ভুলতার প্রয়োজনীয়তা
একটি একক সিট স্ট্যাম্পিং সরবরাহকারী খুব কমই একটি একক গাড়ির প্ল্যাটফর্ম পরিবেশন করে। OEM গ্রাহকরা এবং টিয়ার 1 সিট নির্মাতারা স্ট্যাম্পযুক্ত উপাদানগুলিকে উত্স করে যেগুলি অবশ্যই একাধিক গাড়ির লাইনের সাথে মানানসই হতে হবে, প্রায়শই বিভিন্ন মাত্রিক খাম, মাউন্টিং কনফিগারেশন এবং নিরাপত্তা লোডের প্রয়োজনীয়তার সাথে। টুলিং খরচ বৃদ্ধি না করে এই মাল্টি-প্ল্যাটফর্ম জটিলতা পরিচালনা করা মূল দক্ষতাগুলির মধ্যে একটি যা সক্ষম স্ট্যাম্পিং সরবরাহকারীদের কমোডিটি প্রসেসর থেকে আলাদা করে।
বহু-বাহন সামঞ্জস্যের ভিত্তি হল স্বতন্ত্র বৈশিষ্ট্য স্তরে মাত্রিক নির্ভুলতা - শুধু সামগ্রিক অংশ জ্যামিতি নয়। মাউন্টিং এবং লোকেটিং বৈশিষ্ট্যগুলিতে ±0.15 মিমি বা আরও শক্ত হোল অবস্থান সহনশীলতা নিশ্চিত করে যে একই স্ট্যাম্পযুক্ত অংশটি ম্যানুয়াল সামঞ্জস্য বা পুনরায় কাজের প্রয়োজন ছাড়াই বিভিন্ন সিট ফ্রেম আর্কিটেকচারে সঠিকভাবে একত্রিত হয়। নির্ভুলতার এই স্তরটি তখনই অর্জনযোগ্য যখন ডাইটি উপযুক্ত ডেটাম রেফারেন্সের সাথে ডিজাইন করা হয়, শক্ত বৈশিষ্ট্য সহনশীলতার সাথে মেশিন করা হয় এবং উত্পাদন লঞ্চের আগে গ্রাহকের CAD মডেলের বিরুদ্ধে সম্পূর্ণ প্রথম-নিবন্ধ পরিদর্শনের সাথে যাচাই করা হয়।
কাস্টম ডাই ডিজাইন এই প্রসঙ্গে একটি ওভারহেড খরচ নয় - এটি এমন একটি প্রক্রিয়া যার মাধ্যমে মাত্রিক নির্ভুলতা এবং বহু-বাহন সামঞ্জস্য অর্জন করা হয়। একটি অংশের জ্যামিতির জন্য বিশেষভাবে ডিজাইন করা একটি ডাই, অংশের গঠনের প্রয়োজনীয়তার সাথে মিলে যাওয়া বৈশিষ্ট্যের অবস্থান এবং ছাড়পত্র সহ, ধারাবাহিকভাবে এমন অংশ তৈরি করবে যা সঠিকভাবে একত্রিত হয়। একটি জেনেরিক বা পরিবর্তিত ডাই গ্রহণযোগ্য মাত্রিক আউটপুট বজায় রাখার জন্য চলমান বাছাই, শিমিং বা সমন্বয় প্রয়োজন।
দ স্বয়ংচালিত মুদ্রাঙ্কন অংশের সম্পূর্ণ পরিসীমা SQS-এ ডিজাইন করা এবং ঘরে তৈরি করা ডাইস থেকে উত্পাদিত হয়, এটি নিশ্চিত করে যে প্রতিটি গ্রাহকের গাড়ির প্ল্যাটফর্মের মাত্রিক প্রয়োজনীয়তাগুলি উৎপাদনের জন্য ক্ষতিপূরণের পরিবর্তে শুরু থেকেই টুলিং-এ ইঞ্জিনিয়ার করা হয়।
সিট স্ট্যাম্পিংয়ের জন্য SQS এর ইন্টিগ্রেটেড ডাই এবং পার্ট ম্যানুফ্যাকচারিং সুবিধা
দ conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mould Equipment Co., Ltd. একই ছাদের নিচে উভয় কাজ পরিচালনা করে। একই ইঞ্জিনিয়ারিং টিম যেটি একটি সিট ফ্রেমের উপাদানের জন্য স্ট্যাম্পিং ডাই ডিজাইন করে সেই প্রেসটিও চালায় যা অংশগুলি তৈরি করে। যখন উৎপাদনে একটি মাত্রিক প্রবাহ দেখা দেয় - যেহেতু এটি ধীরে ধীরে পরিধানের মাধ্যমে একটি ডাইয়ের পরিষেবা জীবনকে অতিক্রম করবে - প্রতিক্রিয়াটি একটি প্রক্রিয়া সমাধানের পরিবর্তে একটি অবহিত ডাই সংশোধন। ফলাফল হল উৎপাদন চলাকালীন আরও সামঞ্জস্যপূর্ণ অংশ গুণমান এবং অসঙ্গতি ঘটলে মূল কারণের দ্রুত পথ।
SQS-এর উৎপাদন পরিকাঠামো স্বয়ংচালিত সিট স্ট্যাম্পিংয়ের জন্য যথার্থ স্তরে এই একীকরণকে সমর্থন করে। জাপান থেকে প্রাপ্ত ওয়্যার ইডিএম মেশিনগুলি ডাই বৈশিষ্ট্যগুলিতে 0.002 মিমি এর মধ্যে মেশিনিং নির্ভুলতা অর্জন করে, এটি নিশ্চিত করে যে প্রাচীরের বেধ, প্রান্তের গুণমান এবং গর্তের অবস্থান নির্ণয় করে তৈরি করা পৃষ্ঠগুলি অংশ ডিজাইনের প্রয়োজনীয় সহনশীলতার সাথে ধরে রাখা হয়। 80T থেকে 400T পর্যন্ত বিস্তৃত একটি প্রেস ফ্লিট সিট ফ্রেম স্ট্যাম্পিং জ্যামিতির সম্পূর্ণ পরিসীমা কভার করে, ছোট বন্ধনী উপাদান থেকে সম্পূর্ণ ব্যাক ফ্রেম কাঠামো পর্যন্ত। OEM গ্রাহকদের এবং টায়ার 1 স্বয়ংচালিত সরবরাহকারীদের পরিষেবা দেওয়ার 15 বছরেরও বেশি অভিজ্ঞতার সাথে এবং 60 জন প্রযুক্তিগত কর্মীদের একটি দল যা ডাই ডিজাইন, ম্যানুফ্যাকচারিং এবং গুণমান নিশ্চিত করার জন্য নিবেদিত, SQS প্রকৌশলের গভীরতা প্রদান করে যা সিট ফ্রেম স্ট্যাম্পিং প্রোগ্রামের চাহিদা।
জন্য OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
আগের পোস্ট
হোম অ্যাপ্লায়েন্সেসের জন্য মেটাল স্ট্যাম্পিং পার্টস: ম্যাটেরিয়ালস, প্রিসিশন এবং কাস্টম সলিউশন
পরবর্তী পোস্ট
গভীর অঙ্কন ডাই ডিজাইন: পাঞ্চ, ডাই, ক্লিয়ারেন্স এবং মাল্টি-স্টেজ রিডাকশন গাইড
আমাদের পণ্য।
এখানে একটি OEM প্রস্তুতকারকের সাথে আপনার ব্যবসা শুরু করুন!
বিশ্বব্যাপী গ্রাহকদের সম্পূর্ণ টার্ন-কি সমাধান প্রদান করুন
মাধ্যমে
উদ্ভাবন!
দ্রুত লিঙ্ক
আমাদের সম্পর্কে
সংবাদ
যোগাযোগের তথ্য।
-
 +৮৬-১৩৯ ১৩০৮ ৮৯৭২
+৮৬-১৩৯ ১৩০৮ ৮৯৭২ -

-
 নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
নং 118 ইয়েক্সিন রোড, উজিয়াং অর্থনৈতিক উন্নয়ন অঞ্চল, সুঝো, চীন
কপিরাইট © Suzhou Shuangqisi ছাঁচ সরঞ্জাম কোং, লি. সর্বস্বত্ব সংরক্ষিত। কাস্টম স্ট্যাম্পিং ডাই মেটাল স্ট্যাম্পিং ডাই নির্মাতারা
